PRODUZIONE A CELLA
In tutti i casi in cui il processo produttivo richieda considerevole manodopera (con o senza macchine), la Produzione a Cella è un modo molto elegante di implementare una sana Produzione a Flusso ed avanzare rapidamente verso buoni traguardi di Lean Manufacturing.
Il principio è piuttosto semplice: un certo numero di attività lavorative ed i corrispondenti punti di processo (macchine, posti di lavoro....) vengono posizionati in sequenza logica in una cella di forma adeguata alle circostanze.
L'operatore (o gli operatori) della Cella si muove/ono lungo la Cella ed esegue/ono le attività lavorative in una sequenza di attività a valore aggiunto, eliminando così del tutto o riducendo drasticamente ogni sprecotra attività. Lo stile è tipicamente a flusso.
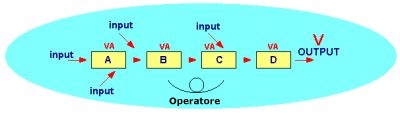
La forma più semplice di una Cella è quella di una linea retta:
Ma si usano frequentemente molte altre forme, tra cui:
In una cella si possono (è la norma) disporre macchine (anche di mole notevole), piccole linee, attrezzature produttive, banchi di lavoro, punti di controllo, ecc.
Nella fabbrica "snella" la flessibilità si ottiene mettendo tutto "su ruote" (dalle macchine ai banconi di lavoro, dagli armadietti degli attrezzi alle ceste per il prodotto, ecc.): così facendo è facilissimo ed immediato trasferire un'attrezzatura da una cella ad un'altra, se ce ne fosse necessità.
Inoltre, tutti i "servizi" (energia elettrica, aria compressa, acqua, vapore.....) vengono "dall'alto", e la connessione alle macchine o attrezzature è a mezzo flessibili a connessione rapida (quick coupling): in tal modo il pavimento ridiventa "libero" (ed intoccabile!!), il che esalta al massimo l'efficacia ed efficienza produttive.
Per non parlare del "settaggio" di un'intera cella di produzione, che può essere completato nel giro di "minuti".
In molti casi, progettare una cella di produzione non è così semplice come potrebbe sembrare a prima vista.
Infatti ci sono sempre delle macchine "critiche" che dovrebbero essere simultaneamente in più di una cella - come dire (ma non è la stessa cosa) che certe celle debbono essere attrezzate per produrre prodotti diversi con le stesse macchine.
In questi casi, è necessario effettuare uno studio di fattibilità piuttosto accurato prima di poter passare in modo indolore da uno stile produttivo a lotti ad uno a flusso ed a cella. Tale studio comprende sempre un Mappaggio del Processo, un esercizio di cosiddetta Rasatura a zero del Processo, ed un esercizio di cosidetto Raggruppamento Tecnologico (Group Technology - GT).
Questo tipo di studi di fattibilità in genere fanno parte di un esercizio di Value Stream Mapping (Mappatura del Corso del Valore) (--> approfondisci), condotto da uno o più gruppi di lavoro.
Le celle che ne risultano sono chiamate Group Technology Cells - GT Cells (Celle a raggruppamento tecnologico - perché le macchine sono state raggruppate razionalmente ed incluse in celle destinate a produrre prodotti diversi).
Lo stile operativo a flusso può richiedere diversi operatori che lavorino simultaneamente in una cella od in due celle contigue. In alcuni casi, per assicurare un utilizzo adeguato delle macchine (e quindi mantenere lo stesso volume di prodotti in output), gli operatori "si inseguono" all'interno di una cella. Il che è sicuramente una scena di lavoro ben lontana da canoni manifatturieri tradizionali......
In un ambiente produttivo a flusso - a cella, i risultati che si possono raggiungere, confrontati con la medesima situazione (di prima) a lotti, sono straordinari. Esempi:
- aumento di produttività (output per persona per unità di tempo) minimo del 22%, tipico del 35%, spesso anche del 100% (il doppio), pur mantenendo un volume produttivo pari a prima, o perlomeno tale da soddisfare il volume di output richiesto dal takt-time
- la qualità può facilissimamente arrivare al traguardo degli zero difetti
- il tempo di attraversamento si riduce all'osso (nei casi più di successo, molto vicino alla sommatoria dei tempi-ciclo delle attività a valore aggiunto).
E' ben probabile, tuttavia, che il risultato più di riguardo si ottenga nella sfera Risorse Umana.
Gli operatori di una cella - persone multi-abilità e multi-funzione, hanno finalmente la possibilità di rientrare in possesso della loro dignità professionale, depauperata in alcuni decenni di produzione di massa ed a lotti.
E finalmente essi tornano ad essere degli artigiani nella loro bottega, fieri dei risultati che producono e della ricchezza che contribuiscono a generare: per sè stessi, per l'azienda, per i clienti.... fieri ed orgogliosi di fare un prodotto e non solo un frammento di esso.... coinvolti ed impegnati a cercar di migliorare una situazione già eccellente....
L'epopea di Adam Smith è finita....
PRODUZIONE A FLUSSO CONTINUO
L'estrapolazione del principio della Produzione a Cella conduce al principio più generale della Produzione a Flusso Continuo:
- Linee produttive, macchine, ed in generale Stazioni di Processo, vengono rilocate e portate a stretto contatto nella sequenza di flusso produttivo: l'output della stazione a monte alimenta direttamente ed immediatamente la stazione a valle, in modalità a pezzo singolo ogniqualvolta possibile.
- Stazioni di Processo non più richieste ed ormai ridondanti (ad esempio postazioni di Controllo Qualità) vengono eliminate
- Le parole d'ordine sono: integrazione e sequenza ravvicinata
La situazione ideale (un pò utopica ma può essere raggiunta) è quando l'intero corso del valore fluisce ad una velocità in linea con quella della domanda (il famoso Tempo di TAKT) per quel prodotto o gamma di prodotti.
Questo tipo di risultati si ottengono in genere (ma non solo) per mezzo di un esercizio di Value Stream Mapping (--> approfondisci) come sopra accennato.
In molti casi si può prendere una scorciatoia: semplicemente si parte dalla stazione di processo più a valle (in genere postazioni di imballo e spedizione) e gradualmente si estende il principio del Flusso Continuo verso monte.
https://www.scodanibbio.com Questo Sito Web non utilizza Cookies. Per cui la vostra Privacy è pienamente garantita. Per usufruire appieno di tutte le caratteristiche del sito, attivare il JavaScript e consentire i pop-up

 In una cella si possono (è la norma) disporre macchine (anche di mole notevole), piccole linee, attrezzature produttive, banchi di lavoro, punti di controllo, ecc.
In una cella si possono (è la norma) disporre macchine (anche di mole notevole), piccole linee, attrezzature produttive, banchi di lavoro, punti di controllo, ecc. In molti casi, progettare una cella di produzione non è così semplice come potrebbe sembrare a prima vista.
In molti casi, progettare una cella di produzione non è così semplice come potrebbe sembrare a prima vista. E' ben probabile, tuttavia, che il risultato più di riguardo si ottenga nella sfera Risorse Umana.
E' ben probabile, tuttavia, che il risultato più di riguardo si ottenga nella sfera Risorse Umana.