Il Kanban è uno dei possibili metodi di produzione tirata (pull): le stazioni di processo a valle richiedono merce (materiali, semilavorati, componenti...) alle stazioni di processo a monte.
Tale richiesta si effettua per mezzo di un cartellino d'ordine, che in Giapponese si chiama appunto kanban.
Il metodo si può estendere all'intero processo manifatturiero oppure solo a parte di esso, ed in genere si applica ad operazioni di tipo ripetitivo.
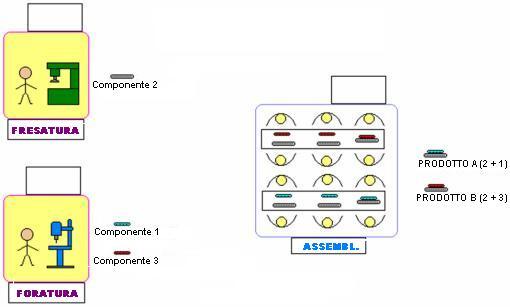
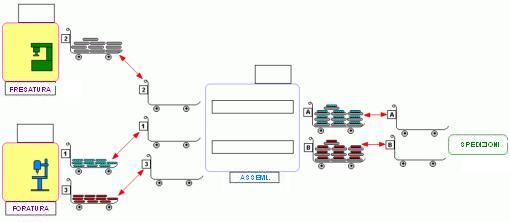
Per chiarire il concetto, facciamo un semplice esempio: vengono considerati solo due prodotti (il Prodotto A ed il Prodotto B), che consistono di una base comune ai due prodotti (fabbricata alla fresa - componente 2) ed in un accessorio diverso per i due prodotti (il componente 1, blu, per il Prodotto A - il componente 3, rosso, per il Prodotto B - entrambi lavorati per foratura al trapano). I vari componenti vengono quindi assemblati per dar forma al prodotto finale. Ecco lo schema:
All'istante 0 ci sono:
- 1 carrello di Componenti 2 pronto alla stazione di Fresatura
- 1 carrello ciascuno di Componenti 1 e 3 pronti alla stazione di Foratura
- 1 carrello ciascuno di Prodotti A e B pronti alla stazione di Assemblaggio
come da schema:
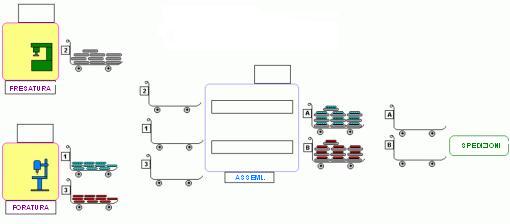
Arriva un ordine per il Prodotto A. Tale informazione viene immediatamente trasmessa al reparto Spedizioni, all'Assemblaggio, alla Fresatura ed alla Foratura:
- Spedizioni ed Assemblaggio scambiano il carrello vuoto con quello pieno di Prodotto A
- Assemblaggio e Fresatura scambiano il carrello vuoto contro quello pieno di Componenti 2
- Assemblaggio e Foratura scambiano il carrello vuoto contro quello pieno di Componenti 1
come da schema:
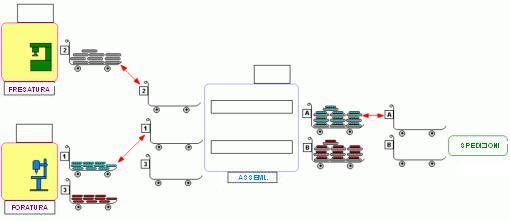
Il flash successivo illustra:
- la Fresatura produce Componenti 2 per rimpiazzare lo stock ritirato dall'Assemblaggio
- la Foratura produce Componenti 1 per rimpiazzare lo stock ritirato dall'Assemblaggio
- l'Assemblaggio produce Prodotto A per rimpiazzare lo stock ritirato dalle Spedizioni
come da esempio:
Fino che si torna alla situazione di partenza (istante 0):
Flash successivo: arrivano 2 ordini contemporaneamente, uno per il Prodotto A e l'altro per il Prodotto B.
Tale informazione viene trasmessa simultaneamente alle Spedizioni, all'Assemblaggio, alla Fresatura ed alla Foratura:
- Spedizioni ed Assemblaggio scambiano un carrello vuoto con quello pieno sia di Prodotto A che di Prodotto B
- Assemblaggio e Fresatura scambiano il carrello vuoto contro quello pieno di Componenti 2
- Assemblaggio e Foratura scambiano un carrello vuoto contro quello pieno sia di Componenti 1 che di Componenti 3
come da schema:
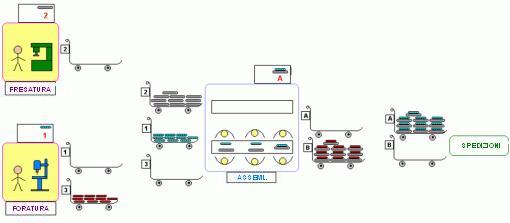
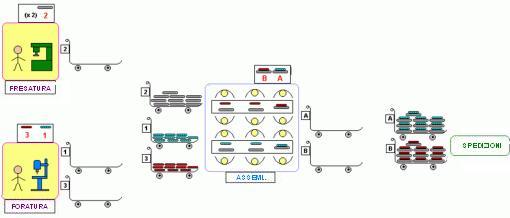
Nel flash successivo osserviamo:
- l'Assemblaggio produce sia Prodotto A che Prodotto B
- la Fresatura produce Componenti 2 (due carrelli)
- la Foratura produce un carrello ciascuno di Componenti 1 e di Componenti 3
come da schema:
Il flash successivo illustra la situazione a metà strada. Da notare che, una volta che la Fresatura ha prodotto il primo carrello di Componente 2, si scambia carrello (pieno contro vuoto) con l'Assemblaggio
Infine tutto lo stock spedito o utilizzato è stato rimpiazzato, e si torna alla situazione di partenza (istante 0):
Da questo semplice esempio è facile comprendere che il metodo Kanban è sicuramente di tipo PULL (tirato) nel suo stile.
Quali sono le regole principali del Kanban?
I contenitori (carrelli, pallets....) devono sempre contenere lo stesso numero di pezzi (predefinito)
L'area di parcheggio dei contenitori (sia pieni che vuoti) è fissa e predefinita
Un cartellino kanban è sempre per lo stesso (predefinito) numero di pezzi (quantità base)
I cartellini debbono necessariamente essere affissi ai contenitori
Un contenitore pieno si può spostare solo se ha il cartellino
Un cartellino kanban mostra: la descrizione del pezzo - il suo codice - la quantità di pezzi nel contenitore - la quantità totale di pezzi da produrre (se superiore alla quantità base)
Ci sono 3 tipi di cartellini kanban:
KANBAN DI PRODUZIONE: indica il numero di prodotti che devono essere approntati per rimpiazzare quanto ritirato dalle Spedizioni
KANBAN DI RITIRO: indica il numero di pezzi da rimuovere da una stazione a monte per fornire una a valle
KANBAN DI SEGNALAZIONE: indica il numero di pezzi che devono essere prodotti in una stazione a monte per rimpiazzare quanto ritirato da una stazione a valle
Il metodo Kanban offre numerosi vantaggi:
- si può misurare accuratamente gli stocks e si può saperne l'entità anche a colpo d'occhio
- la sovrapproduzione è eliminata o perlomeno tenuta sotto controllo
- pianificare e programmare la produzione con il metodo Kanban è più facile (almeno rispetto ad un sistema MRP tradizionale)
D'altro canto:
- la programmazione della produzione deve prendere in considerazione: fermi e guasti macchina - difettosità di prodotto - tempi di attrezzaggio
- più alta è l'entità questo tipo di perdite, maggiore sarà il WIP (Work-In-Progress = stock di lavorazione)
il metodo Kanban è un metodo di produzione PULL, ma non necessariamente un metodo snello di produzione a flusso
COMMENTI FINALI
Quando si parla di Kanban, il mio punto di vista tende ad essere diverso da quello di molti guru del Lean Manufacturing (--> approfondisci), i quali insistono nel dire che il Kanban è un componente essenziale (se non addirittura vitale) di un sistema di produzione snello.
Io non sono d'accordo su questa essenzialità, in moltissimi casi del tutto ingiustificata.
Il metodo Kanban non è perfettamente snello: ci sono sempre stock e WIP che devono essere parcheggiati - movimentati - controllati - ed amministrati. La terminologia snella chiama tutto ciò sprechi.
Ho visto troppo situazioni in cui il Kanban è ormai radicato, come se fosse l'unico modo snello (snello??) di gestire la produzione, come se fosse il punto di arrivo, la meta. Ho visto molti eccessi, quando si è abusato del concetto. Quelle imprese che si sono auto-dichiarate "snelle" solo perché avevano introdotto il Kanban non sono per niente snelle: gli stock sono eccessivi - le movimentazioni ed i trasporti interni sono supergalattici - la programmazione ed il controllo della produzione richiedono uno squadrone di specialisti del Kanban e dell'informatica. Questo NON è snello.
Pur tuttavia, sono d'accordo sul fatto che il Kanban è una strada verso la snellezza e può aiutare in modo considerevole durante lo stadio di transizione tra una situazione tradizionale (PUSH/LOTTI/MRP) ad una veramente SNELLA.
A dire il vero, in un sano esercizio di Value Stream Mapping (--> approfondisci) si può ben considerare di introdurre del Kanban ove opportuno e giustificato (non a 360°), idealmente come misura intermedia.
Il target snello è sempre la Produzione a Flusso Continuo (--> approfondisci).
Quando si introduce il Kanban come misura temporanea, le quantità basevengono gradualmente ridotte nel tempo fino a che esse divengono pari al cosidetto PITCH (la quantità di prodotto in una confezione di vendita). Da lì al passo successivo (la produzione a pezzo singolo ed a flusso continuo) non si è molto distanti....
Ma in alcuni casi il Kanban rimane il metodo più vicino alla Produzione Snella (se non addirittura l'unico possibile). Questo avviene soprattutto quando ci sono dei grossi squilibri di "capacità tecnologica" (quel che chiamo "il muro"): ad esempio, una macchina che può produrre solo in grandi lotti (con velocità molto superiore al tempo di TAKT). In questi casi si può solo far compromessi: non si può certo buttar via una macchina di capacità eccessiva ma molto costosa né farla a pezzi per ricavarne alcune più piccole....
Quel che è importante è che il compromesso avvenga solo localmente, introducendo del Kanban "localizzato": tutto il resto può ben funzionare a flusso ed in modalità "snella"!
https://www.scodanibbio.com Questo Sito Web non utilizza Cookies. Per cui la vostra Privacy è pienamente garantita. Per usufruire appieno di tutte le caratteristiche del sito, attivare il JavaScript e consentire i pop-up