|
navigation
consulting
services
training
services
specials
reading
material
resources
|
All my articles are available at no charge for publication in Newsletters, Bulletins, Magazines, etc. on condition that credit is given and a link to this web site is provided. For further details, please contact Carlo Scodanibbio.
Lean Thinking and Load Shedding in South Africa
by Carlo Scodanibbio January 2023
From a few years already, a new wording is becoming more used and popular in South Africa: "Load Shedding".
WHAT IS LOAD SHEDDING
Load shedding is a measure of last resort taken by Eskom (South Africa's largest producer of electricity) when power demand begins to exceed possible supply. To avoid a nationwide blackout and total collapse of the power grid, Eskom rations the available supply between different districts according to a published schedule. (Source: Bing.com)
So, Load Shedding means that - at certain, pre-planned times of the day or the night - the Mains Power Supply is cut-off, or disconnected, for a duration of approximately 2 hours, to private, commercial and industrial dwellings; in pre-planned areas of the Country. This may happen once, twice, three times and even 4 times a day. According to a well-conceived schedule, that:
# Takes into consideration available supply and demand in any given area or district
# Accordingly, sets a plan to ration the available supply to each area or district
# In a spirit of justice or fairness, i.e. without penalizing any area or district - in rotation throughout the day
According to Scout Africa (https://scoutafrica.net/load-shedding-in-south-africa/):
"""
Load shedding is an energy utility's method of reducing demand on the energy generation system by temporarily switching off the distribution of energy to certain geographical areas.
South Africa has experienced load shedding since 2007 because the country failed to build new power stations to keep up with economic growth and replace ageing generation plants.
Load shedding is aimed at removing load from the power system when there is an imbalance between the electricity available and the demand for electricity. If we did not shed load, then the whole national power system would switch off and no one would have electricity.
Why is shedding load necessary? Shedding load is required when the demand for electricity approaches supply, creating the potential for a dangerous imbalance. It's a way to help reduce power demand by turning power off to some customers to help prevent longer, larger outages.
The planned schedules ensure that available capacity is shared fairly and each consumer gets power at one time or another.
South Africa experienced over 150 days of load shedding in 2022, up from 75 in 2021 and 54 in 2020.
Analysis by Eskom Research, also shows that, besides 2021, there were more power cuts in September than had been experienced in any other entire year since load-shedding started in 2007.
"""
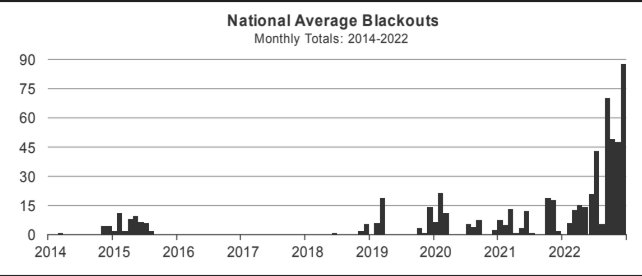
According to BusinessTech (https://businesstech.co.za/news/energy/658345/eskom-clarifies-permanent-load-shedding-for-south-africa/), this has been the recent trend:
"""
"""
According to Generator King (https://www.genking.co.za/news/the-economic-consequences-of-load-shedding-in-south-africa-and/):
"""
An energy expert has estimated the cost of controlled blackouts in South Africa and highlighted the serious negative economic impact thereof. Stage 1 (see below) load shedding resulting in 10 hours of blackouts per day for 20 days a month results in losses of R20 billion per month. Using the same time parameters, Stage 2 (see below) load shedding costs the economy R40 billion per month and Stage 3 (see below) is estimated to cost the South African economy R80 billion per month. These costs, according to Yelland, to the productive economy are based on a cost of unserved energy of R100 per kWh. When one considers that the approximate GDP of South Africa in 2014 was R4 trillion approximately 1-2% of GDP could potentially be wiped out per month of load shedding.
"""
The above is the picture of Load Shedding in South Africa.
It's not within the scope of this Newsletter to analyze the causes (not planning in due time the provision of new power stations? Poor maintenance of the existing power system? etc.) of this rather worrying situation and to describe its impact on industry, businesses, and the man in the street.
The scope of this Newsletter is to discover if - by applying Lean Thinking approaches - a solution to the problem may be found in the medium term.
To the purpose I need to describe some more features of the Load Shedding issue.
THE LOAD SHEDDING SCHEDULE - THE STAGES
According to Softbacktravel (https://softbacktravel.com/what-is-load-shedding/#:~:text=Load%20shedding%20is%20a%20measure%20of%20last%20resort,between%20different%20districts%20according%20to%20a%20published%20schedule.):
"""
As of 2020, there are a total of 8 Load Shedding stages. The higher the stage, the more frequently one would experience electricity cuts.
The stage is determined by Eskom and depends on the number of megawatts needed to balance the power grid.
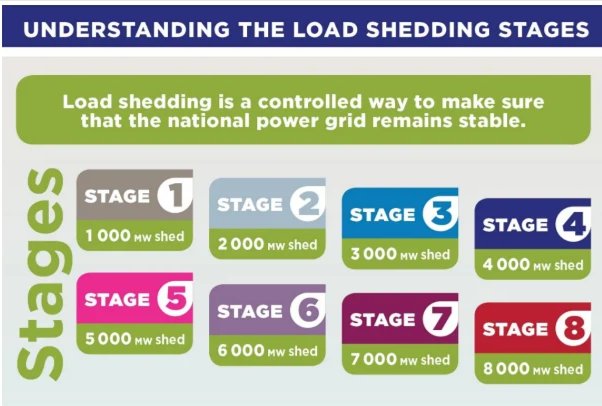
Once a schedule has been agreed upon, Eskom and the municipalities implement the load shedding plan on a rotational basis.
Load shedding will then commence for 2 - 4 hours at a time, depending on the stage and also on the area. For example, in stage 8 power will be turned off throughout the day for a total of 12 hours.
"""
Rather complex, isn't it?
Let me go into further details. Now, according to my interpretation of this complex schedule:
# Eskom and local Municipalities in each District, agree on a certain Stage for a certain day (or part of that day)
# And for each day of the months ahead, they provisionally assign a Stage to a certain interval of time (theoretically: 2,5 hours - in practice: +- 2 hours of power off ) of each day.
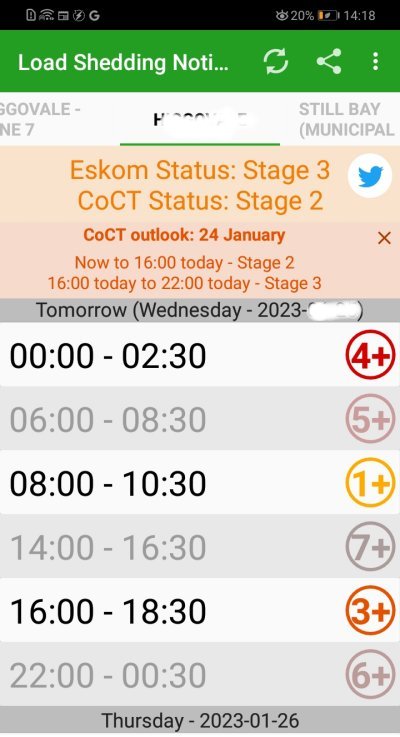
# For instance, in the area of Cape Town in which I live, in a typical day of January 2023 the Stage Schedule might be as follows:
° 00:00 - 02:30 Stage 4+
° 06:00 - 08:30 Stage 5+
° 08:00 - 10:30 Stage 1+
° 14:00 - 16:30 Stage 7+
° 16:00 - 18:30 Stage 3+
° 22:00 - 00:30 Stage 6+
# Each Stage (except Stage1), includes lower Stages
# So, Stage 5 for instance, would include Stage 4, Stage 3, Stage 2 and Stage 1
# So, in the typical day above: if the Stage of the Day for my area is Stage 3, I would get no power between 08:00 and 10:30 (because Stage 1 is lower than Stage 3) - and between 16:00 and 18:30 (because it has been assigned Stage 3)
# But if in the typical day above the Stage for my area would be Stage 7 (or 8), I would get no power for 6 intervals of time that day, for a total of 12 practical hours out of 24 in the dark!
Here it is, what follows is a screenshot of a Load Shedding Notifier for my area in a typical day:
Got the concept?
Now: how does the man in the street know about any day's schedule?
Either browsing the web: Eskom web site and others - or installing a fantastic App on his mobile phone!
There are 2 Apps that I know of (there may be others), and they can be downloaded from Google Play Store: one is called EskomSePush and the other Load Shedding Notifier. I use both. Both can be set to know in advance the Load Shedding Schedule for your area, and for all areas in South Africa!
And you can share by WhatsApp your Schedule or any Schedule with friends, etc. Magnifique!
LEAN THINKING CONSIDERATIONS
My dear friends, think aloud with me (lean-think!):
The scheme illustrated above is a super-star-galactica plan!!
Just imagine how many people, over the years have been squeezing their brains and dedicating their best energies (and time) to: conceive, preliminary-design, modify, final-design, and put into action such a scheme. Inventing Stages and time slots, on the basis of past, actual and projected power demand, per province, district and area, and without penalizing any area! Both at Eskom and at all Municipalities in South Africa.
Dozens? Hundreds? Thousands?
And how many people are required, on a daily basis, to make the scheme work operationally, adjusting it in-real-time? We don't know...
(One note about adjustment in real time: yes, because today's Load Shedding Schedule may differ from what was appearing yesterday and even half an hour ago in the App schedule: this moment Stage may change all of a sudden
this happens, even at no notice, and you may find yourself without power at any unpredictable time!! C'est la vie, as they say in France...)
And how many people are taking care of switching power OFF and ON at hundreds (thousands?) of electrical sub-stations country-wide?
I have no idea. And I have no idea if the switching OFF/ON is done manually - by human beings - or electronically, via a computerized control system... and I don't even want to know...
However, in the first instance (manual switching OFF/ON) there must be hundreds of people who physically operate circuit breakers at electrical sub-stations. And since the interval between OFF and ON is approx. 2 hours, most probably they will need to be there on a full time basis, waiting for instructions, and during load shedding doing absolutely nothing? I don't know, and I don't want to know...
OR, if the OFF/ON operations are controlled via a super-star-galactica computerized system, how many people have been and are involved to: design it, launch it, maintain it, adjust it, modify programs, etc. etc. ???
This goes beyond my wildest imagination...
And how many efforts, people and time have been dedicated to create the Load Shedding Apps, and to update them, and... I don't know, and I don't want to know...
All I know is that there must be a tremendous amount of manpower dedicated to Load Shedding operations, which is completely WASTED!
Yes, WASTED, because under the Lean Thinking angle of view, whatever does not generate value to the client (all private, industrial and public users of electric power) it is pure, solid WASTE.
Even worse: not only there is no VALUE to clients generated by the Load Shedding concept, but clients are penalized, harassed, and very annoyed by it!!!
NOT LEAN - AT ALL!!
Even worse: since
# The OFF time is unpredictable: if it is scheduled at 10:00 am, power may be OFF at 10:00 - or at 10:02 - or at 10:05 - or at 10:12 - or at 10:15... and, sometimes (very seldom) power does not even go off (a grace from Heaven...)
# The power back time is also unpredictable
# And, most detrimental (as described above), the power OFF time may come out at none or little notice!
And the poor man in the street must adapt, change lifestyle, plan and think ahead! He must decide what is the most convenient time to cook and have supper, for instance, if there is Load Shedding at his preferred supper time and he has no gas stove... The same for breakfast, and lunch... And he must be careful when taking a shower in the evening (or during any time of the day if his bathroom has no windows) to prepare a torch or an emergency light nearby, otherwise he won't even find his towel when getting out... And what about charging laptops, tablets and mobile phones? A nightmare: you need your battery to be alive when you need it; on the other hand, you don't want to overcharge it, which may prove detrimental to the battery's life... even worse if your battery is half dead... Oh Boy, oh boy, oh boy...
What do you call that, for the poor man in the street? TERRORISING, that's the right name!
Enough is enough... So, let's see if there might be any LEAN solution to this problem.
LEAN SOLUTIONS?
My dear Readers, I believe any technical or technological solution to this problem is beyond my capacity (although my background is Electro-Mechanical Engineering) and your capacity (even if you are a brilliant Scientist...). Surely, you may argue, the solution would have been to build more power stations in due time in due course... But that's too late... and planning to build power stations now is simply pure and tardive speculation...
BUT, please think (LEAN-THINK) aloud with me, and let's recall the wider LEAN Motto: Lean-Mean-Green.
Some Considerations:
# They say ( https://energypost.eu/10000-sq-km-of-solar-in-the-sahara-could-provide-all-the-worlds-energy-needs/ ): "10,000 sq km of Solar (panels) in the Sahara could provide all the world's energy needs" - or, "All the world's power could be provided by a square 100km by 100km area in the Sahara."
But (https://www.weforum.org/agenda/2020/01/solar-panels-sahara-desert-renewable-energy/) "Solar panels reflect less heat back into space compared to sand, which could change the region's climate - and make it rain more."
# How many Sq Km of solar panels in the Karoo desert in South Africa could provide sufficient energy for the entire Country? I don't know, and I don't want to go into complex calculations (such as world's and South Africa's GWh or TWh per year...), nor you would like such calculation. Most important, we don't need it. But, for the sake of speculating, maybe 100 Sq Km would do? Or maybe 300? Never mind, it's not my intention to propose to install 10x10 Km of solar panels in the Karoo! It may be detrimental to local climate, and the investment required might be out of proportion for the South African economy...
# Instead, I would like to tell you a small story: I have been living (part-time) in and operating from the tiny island of Malta, in the Mediterranean Sea, south of Italy, for many years. One of the wisest decisions I have ever made was to install a solar water heater and photovoltaic solar panels on the roof of my property. Thanks to an "incentive scheme" set by the local MRA - Malta Resource Authority, part financed by the European Regional Development Fund. This is what happened over many years:
# With regard to the Solar Water Heater: after submitting the necessary application to the MRA, which was timely approved, I received a 25% grant amounting to 25% of the total installation cost. Then I had hot water for the entire dwelling for years, and had to switch on the electric geyser maybe 5-6 times in many years, only in winter. I guess my investment was repaid in a matter of 2 years...
# With regard to the Photovoltaic Panels: the MRA Scheme was launched in 2010 (and is still active today - see https://www.rews.org.mt/#/en/sdgr/463-2021-renewable-energy-sources-scheme-active), and soon thereafter I made my application, which was timely approved. The MRA Grant amounted to 50% of the total installation cost (panels, stands for panels, inverter, batteries, connections, etc.). Very good, and it was timely refunded into my account after the installation was completed. With 8 solar panels on my roof, I had plenty energy for my house. But that was not all. The MRA Scheme catered for private solar systems to be connected to the "grid" (the public electrical network) and "feed-in" into the grid, selling all excess-generated power to the local Electricity producer, called Enemalta (the equivalent of Excom in South Africa)!!!! Listen to this: you have solar panels on your roof - you use the power generated by your panels during day and night (thanks to inverter and back-up batteries) - if the power generated by your panels is not sufficient, automatically you "buy" power from the "grid" and you pay 16 cents of a Euro per KWh (per Unit) - but if the power generated by your panels is in excess of your instant consumption, automatically you "sell" excess-power to the "grid" and you are paid by Enemalta 25 cents of a Euro per KWh (per Unit)!!!!! HAHAAHAHAH!!!!! THAT'S A GOOD SCHEME!!!!
# In my case in Malta: since the water and electricity Bill is one, issued by ARMS (Automated Revenue Management System) on behalf of Enemalta (electric bill) and WSC (Water Services Corporation, for the water bill) - and since with 8 solar panels I had a lot of excess power to be fed into the "grid", over the years I have not been paying a single cent for water and electricity!!!! My ARMS account was always in credit, and actually - when eventually I sold my Malta property recently - my final credit (100s of Euro) was paid back timely to me by ARMS!!!!
YEAHAHAAHHHH!!! THAT'S A "SCHEME"!!!!!!!!!!!!
Think (lean-think) aloud again with me:
# "Malta enjoys around 3,000 hours of sunshine per year (also one of the highest in Europe), from an average of above 5 hours of sunshine per day in December to an average of above 12 hours of sunshine per day in July." (Bing.com)
# "Most areas in South Africa average more than 2 500 hours of sunshine per year, and average solar-radiation levels range between 4.5 and 6.5kWh/m2 in one day. South Africa sees on average between 1543 - 2264 kWh/m2 a year. Simplified, this translates to 4.1 - 6.3 peak sun hours a day, with the Northern Cape experiencing the higher end of that spectrum and Kwazulu-Natal seeing the lower end. Having at least 4 hours of peak sunlight is best for solar panels." (SAFacts - https://safacts.co.za/average-sunlight-hours-in-south-africa/#:~:text=Average%20Sunlight%20Hours%20In%20South%20Africa%20Most%20areas,year%20round.%20Average%20Sunlight%20Hours%20In%20South%20Africa)
# So, compared to Malta, there is still well enough sunshine in South Africa to go for solar power.
# "Malta has four electricity plants operational and the total combined nominal installed capacity is 537.8 MW. The Malta-Sicily Interconnector, which has been in operation since April 2015, allows for an electricity link between the Maltese Islands and the Italian electricity market has bidirectional flow capacity of 200 MW." (Bing.com). No new Power Station has been built - that I know of - in the past 15 or 20 years. Which means that - over the years - Malta has been self-sufficient with the installed energy capacity; possibly (or most probably) thanks to solar installations along with the MRA Scheme!!!!
# Would a similar Scheme work in South Africa and cater - in the medium term - for reduction or even elimination of Load Shedding???
# Presently, South Africa has a Tax Incentives Scheme (rather complex) that caters for tax reduction upon installation of a solar system, under very strict conditions... But only for Business Taxpayers...
# And there is a tweet (only a tweet...) in which SA President announced the possibility of a "feed-in" scheme (something similar to the Maltese one...). When? No-one knows...
My dear friends and readers, it's not up to me to give technical/financially-viable solutions. Beyond my capabilities...
But let's lean-think aloud once more:
# The main secret to reduce and finally end load shedding is possibly: solar - with an appealing cash grant - with an attractive feed-in scheme, as appealing as possible - open to everyone (including pensioners who don't pay taxes, for instance)...
# If such a scheme would come out soon, crisp and clear, the majority of SA business and private entities would go along with it, I am pretty confident about...
# The massive investment required to install enough solar energy as fast as possible - possibly excessive for the troubled SA economy - would be shared between the public and the private/business sector...
# In a matter of 2 years things could progress extensively
# In a matter of 5 years the load shedding issue might be memories of the past...
# And should there be excess power generated by solar installations if the Scheme would become very popular, what would happen?? No problem: just switch off some generators in Power Stations here and there, isn't it?
In this way, finally, all presently wasted resources would then be dedicated to the real Lean target: generate VALUE for their Client - instead of penalizing and harassing them...
All the best my friends, keep well, and have a wonderful, Lean year 2023! (Lean-Mean-Green!!)
download this article 
|
In a Lean environment Technology comes only third
by Carlo Scodanibbio January 2023
When I am in one of the Countries in which I spend a few months a year, I don't have Wi-Fi at home: so, I use one of my mobile phones as a "hotspot" to create a Wi-Fi signal in my entire house.
That phone is used only as a hotspot: it has no other use. So, it only consumes Mb or Gb of Data, that's all.
Obviously, I need to buy data for that phone from a local Mobile Telephony provider. Let's call them Dovanoc.
Now - as I do with all providers I use in several Countries - I check regularly my usage: residual credit, data used, data balance, etc. Just in case...
So, one blooming day, I discover that my Air Time Credit decreases of Local Currency X30 (approx. 1,8 USD) every day....
I try to call Dovanoc Customer Care: impossible!
No-one answer the call, whichever Menu option I choose. All I can do is to talk with "Boti", their Digital Assistant: a digital chat via SMS (free SMS!!!).
Digital Chatting is simply absurd: Menus, choose from 7 items, wait, tap on the phone keyboard like mad, yell digitally... a horrific experience!
Eventually, using all the patience in this world, after 40 minutes of chat I manage to understand that there is an active subscription to Game Lords (??&%$£?#?), that so far has eaten X120 of my air time credit.
Obviously, I never subscribed to Game Lords... Generally, I simply cancel and throw away the 4 or 5 promotional or marketing SMS that land in my phone almost daily... Possibly: one of these messages was conceived in such a way that if you DO NOT REFUSE A SUBSCRIPTION, IT WILL AUTOMATICALLY SUBSCRIBE YOU? I don't know...
Again, fighting digitally with the digital monster, and going through absurd menus, I manage to cancel that subscription! Confirmed by Boti!
But not to get refunded of my X120 - which is not a significant amount of money. However, purely as a matter of principle, I want my stolen air time back. Full stop.
So, I drive to a Dovanoc outlet. I explain the story to a lady, and she tells me that she needs my hotspot phone to call Dovanoc Customer Care, since only Customer Care can authorize a refund.
I don't have that phone with me, it's at home.
And, also, I explain the lady that it's impossible to talk to Customer Care.
She very calmly gives me the Customer Care number and states that - if I do not select any menu but just wait - eventually I will be able to speak to someone to claim my stolen credit back.
Hhhhmmmm, that I didn't try... So, let's try...
I go back home, and I try to call Customer Care: impossible!
After waiting and waiting, and after repeating the menu twice, the call is closed... Now I am furious!
So, I go back to the Dovanoc outlet: now there is another lady. I explain again my full story, and now I have my phone with me.
The lady, very kind, says she will call Customer Care with my phone on my behalf: because I MUST TALK WITH CUSTOMER CARE AND CLAIM MY CREDIT BACK!
Very well, I say. So, she calls Customer Care. But after 40 minutes of trying and trying, no joy... She cannot manage to get through...
At this stage, I almost lose my temper, and start using my loud voice in a loud way, as the situation deserves. There are quite a number of people in that outlet, and I can see they look at me with great sympathy and almost applause...
The lady understands the message. She calls Customer Care from her phone AS A CONSULTANT (sigh...)! And after 10 minutes of talking an un-understandable language, she manages to get my refund! An SMS arrives promptly to my phone: your air time has been credited with X120, regards (!!!). Oh Boy, oh Boy, oh Boy! DONE!
So, I thank and praise the lady loudly, and ask her 2 more things:
# Does Customer Care have an email address? The answer is NO
# So how do I call them or communicate with them? The answer is Boti!!!
And I ask her 1 more thing:
# Yesterday I recharged my air time with X200, so I received an SMS stating that - as a reward to be such a loyal customer - I had X200 of free calls for the day. A message that I normally ignore. But yesterday I decided to avail myself of this special bonus. I have called this local number, and my air time credit has gone down... Why? And how much did the call cost? The lady checks my records, the call costed X40. Hah hah, and what about my free X200 air time Bonus? The lady: No, that is not a Bonus - first they charge your air time.... and only when the air time is depleted, they give you free calls... sigh.... Now I use my loud voice again: "but this is pure fraud!!!"
The lady, silently, agrees... In the outlet everyone is listening to our conversation with horrified faces...
This is my Dovanoc story.
Quite sad, but quite enlightening.
Because this kind of things should not happen, but they happen more and more.
And the story is not over... listen to this!
Less than 3 weeks after the first chapter, all of a sudden, I discover that X15/day are disappearing from my air time credit!
Furious like never, I start another chat with Boti, and digitally yell and scream for this new episode of violence. And discover that there is a new active subscription, this time to Mobio360 (??&&$$%$£??). And by yelling and screaming digitally, eventually I manage:
# To cancel this new subscription
# To get called by a human being!!! (a new option that suddenly appears to me in my chat with Boti)
So, a human being from Customer Care calls me! Unbelievable!
Pointless to say, this time I can yell and scream in a human, non-digital way to someone!
# I manage to cancel all my active and future subscriptions, forever and ever - then confirmed by a subsequent SMS!
# I manage to STOP once and forever receiving any promotion, marketing or whatever else SMS from Dovanoc. I am pretty clear: all I want is SMSs confirming my air time recharges, and SMSs informing that my Data are decreasing or almost exhausted.
That's all! Also this request of mine is then confirmed by a subsequent SMS!
# And I manage to get refunded of X30 (15 +15, over 2 days of Mobio subscription).
This last point, is very intriguing: because the SMS I receive, confirms that I have been refunded not of X30 but rather of X150!!! Why? Mistake! The useless, digital bureaucrats refunded me also for the previous X120 of the first part of this story for a second time!!!
Did I complain? NO. Did I inform them I was over-refunded? NO!!!!! Because useless bureaucrats deserve a moral punishment. And I do not feel dishonest - at all - if I scored X120 (a few $). Well done, Carlo!
So, let's come to very simple conclusions.
Surely, Dovanoc are not LEAN. At all! Just imagine - apart from the over-refund of X120 to me - how much this entire story costed to:
# Me, first of all. Me, the customer: frustrations, aggravations, loss of temper, hyper-cholesterol, time, 2 visits to their outlet, etc. etc.
# Them. Their consultants' time wasted, their system filled with digital chats
. And - most important - their loss of reputation! Not only at their outlet, with a dozen people sympathizing with me for my yelling and screaming... But also through this newsletter: I have thousands of subscribers in the Country I am referring to, and it does not require a strong effort from them to understand who Dovanoc are in reality...
Which leads to the well know Lean Principle. IN A LEAN ENVIRONMENT:
1) People come first. Where People are Clients and internal Personnel.
2) Methods come second: Lean Methods! (maximum Value to Customers with minimal or zero internal processing Waste...)
3) Third, and only third, comes Technology.....

Surely, when the above priorities go lost or get mixed up, we face a disaster - especially when Technology (digital or non-digital) comes first, forgetting that there is a Monster Client out there waiting for Value, Value, Value...
download this article
|
Covid-19 and Edward De Bono's 6-Thinking Hats
by Carlo Scodanibbio December 2021
I am pretty sure you are, like I am, rather bothered after almost 2 years of pandemic - or Covid-19.
In France they say: "c'est la vie"... In English they say: "that's life"... In Italian we say: "la vita è così"... As if to say: "what can we do?"
It's not up to me - nor it is my intention - to say what we can or could do. It's simply beyond the scope of this message.
However, what comes to my mind - and I wish to convey it to yours - is how well (or how bad) the world (yes: the world) has deployed Edward De Bono's famous 6-Thinking-Hats approach to this very specific issue.
Let's just come to the point, the following are my views:
 WHITE HAT
WHITE HAT
White Hat stands for: facts and figures.
Well: do we have, do we get, do we really know facts and figures about Covid-19?
You may say: we have plenty facts and figures. We have daily statistics, graphs, cases, deaths, intensive care, vaccinations (1st - 2nd - 3rd dose...), 1-week average, 30-day-average, 6-months-average, 1-year-average, and... and cases per million people, and incidence rates, and positivity rates, and dozens of other rates....
So, you may say, we have facts and figures.
Do we?
Are we sure?
Can we trust them?
No further comments, for the sake of being concise.
 BLACK HAT
BLACK HAT
De Bono's Black Hat stands for: Negative Thinking, Judgmental Thinking...
The Black Hat has been widely used - in the past 2 years - to let us know (through all the media): how bad, how dangerous, how detrimental (to say the least) this Covid-19 Virus is.
Media has pumped into our eyes, ears and brains, images/stories/opinions, etc. etc. of people dying, or getting there, or just surviving, or being "ventilated", or..... (the list could be very long)....
AND: if you don't wear a mask.... if you don't wash your hands... if you don't maintain a "safe distance"... if you get into "gathering".... or, if you go to a funeral, a wedding, a celebration..... and: if you don't get vaccinated.....
Bad, very bad, terrible, horrific, terrorising, etc. etc.
Black Hat has reigned. Very effective use!
 YELLOW HAT
YELLOW HAT
The Yellow Hat stands for Positive, look-ahead Thinking.
Hardly used. Except by Politicians, Head-of-State, illuminate Scientists, illuminate Thinkers, and so on, to express: no worry, we shall overcome, it will be better, it will disappear, economy will recover, GDP will grow.... and similar nonsense....
Effective use?
 RED HAT
RED HAT
De Bono's Red Hat stands for: feelings, sensations and - in general - Emotional Thinking.
Widely used in the last 2 years by everyone: from top-level Entities to men-in-the-street, from pro-vacs to no-vacs, etc.
To express: bad, not so bad, could be worse, it's OK, it will be better, it will be worse, it will never end, it will end in 3-months, in 2022 it will be over, take it easy, look ahead, think positive, take these tablets and you will overcome depression, etc. etc. etc.
But, most important: get your vaccine! be vaccinated! get your second, third, nns dose, do it now.... the vaccine is the only way out! etc. etc.
OR: what vaccine? No vaccine! It's a commercial enforcement! It's a monopoly, a domination, dictatorship.... etc. etc.
The list could be infinite......
Very effective use!
 GREEN HAT
GREEN HAT
The Green Hat stands for: imagination, ideas (valid, effective, problem-solving ideas...), Creative Thinking.
Has the Green Hat been used effectively in the last 2 years with regard to this Covid Pandemic?
The answer is simply NO. NO. NO!!!!!
Have you heard of anyone attempting to generate creative, valid, effective, solid ideas addressed to: mitigate, lower, or better stop altogether (target: 0 cases) this Covid-19 spread? NO, NO. NO!!!
Or: and what if.... and if we just would do..... and what else, how else, when else....
Nothing. Zilch.
Scientists, Thinkers, Philosophers (not to mention: Politicians etc.) and the like, have used only, or mostly, the Hats that most fit them: White (but only according to their know-how and, generally, mixed-up with the Red Hat), Black (as much as possible), Yellow (abused) and Red (mis-used)....
So: WHO has used the Green Hat in a valid, constructive way?
NO-ONE, that I know of....
 BLUE HAT
BLUE HAT
Like the sky, the Blue Hat is all over the other thinking modes (or styles): it represents "overall thinking", "rational thinking", "co-ordination thinking".....
Who should use the Blue Hat?
Whoever is at "the top", "the Head".....
Who is - in this Covid case - at the top or at the head?
Well, it is (or should be - pardon me the coincidence) WHO, or the World Health Organisation.
Well, have WHO used well the Blue Hat in this Covid issue?
I prefer to give no answer.... I leave it into your hands.....
Surely, apart from providing (useful?) statistics and (valid?) guidance, after 2 years we are still back at square one (or worse...).
My dear friends, I wanted - on purpose - to be concise. So, I stop here.
Would Edward De Bono be proud of Human Kind's styles of Thinking? I suppose: no.
All the best, keep well, keep sane and safe (as everybody says), wash your hands, wear a mask, keep a safe distance....
And, hopefully, have a wonderful Holiday Season!
credits
Acknowledgement and a Tribute to:
Edward De Bono and his famous book The 6 Thinking Hats
download this article
|
Lean and Africa
by Carlo Scodanibbio
Every year I am based for about 6 months in Africa (Cape Town, South Africa) and 6 months in Europe (Malta).
Because of this migratory style, I happen to be lucky enough to notice changes - both in Europe and in South Africa.
What do I notice in South Africa?
Primarily, one phenomenon - which is the common denominator of several consequences.
The phenomenon in argument is an ever-increasing level of Complexity and Bureaucracy.
Certainly - one might argue - this is general: it's happening all over the world....
But in South Africa it has a very peculiar character: it is considered normal and, as such, well acceptable.
Let me give you a couple of examples:
- Banks. A Banking system that years ago was simple, functional and highly customer-oriented, has become over the years so complex, so full of forms to be completed, so full of redundant security measures, and so full of complex IT Systems, that the net result is: more time (for the customer - for whatever transaction) - more aggravations (in terms of documentation to be produced) - and very little customer-friendly (customers have been transformed from Mr X or Ms Y to Mr/Ms Account Number and/or ID Number).
- Insurance Companies. Years ago, it was a pleasure dealing with Insurers or Brokers for a claim or whatever transaction: the system was customer-driven, effective, efficient, fast. Nowadays it has become a pain in the neck: complex documentation - inflexible (strict clauses with no exception) - generally much slower in response time - and "take it or leave it..." attitude.
- Private Service Providers and Retailers. Similar considerations: strict procedures - poor customer attention - less service (even if at times camouflaged with formal, pre-baked greetings sentences....)
Well, I am talking of South Africa. With confidence that much of the sub-Sahara Africa is going through a very similar phenomenon.
What is going on?
We all know that the entire world has become more complex. But what about Bureaucracy?
Generally speaking, Bureaucracy is a way of being in control of processes that have been arbitrarily fragmented: every process is composed of activities executed by people, machines or combination.
A fragmented process is one in which each activity is independent from the others, and executed by a single-skill/single-function person or machine. Process fragmentation has been invented over 2 centuries ago by Adam Smith, then perfected by Frederick Taylor. That was the First Industrial Revolution, based on high, localised, activity efficiency (Labour Division principle).
Bureaucracy, in such system, is a necessity: control of a fragmented process must be based on rules and procedures (the glue that holds together bits and pieces of a process....).
So why is Bureaucracy increasing - with particular accent in Africa?
Because of a choice - the choice is between two avenues:
- The "traditional" choice. In a nutshell: "...let's stick to traditional, proven principles, and enhance process fragmentation, single-skilling/single-functioning, and top-driven control.... this will create "jobs" for little-skilled and/or unskilled people in the rather short term....."
- The "lean" choice. In a nutshell: "...let's embrace modern principles, and enhance value-adding processing, multi-skilling/multi-functioning, and gradually less top-driven control.... this will create wealth for everybody in the medium/long term....."
South Africa, and much of the rest of Africa, has (consciously? naively?) chosen the traditional option.
I do not intend - at all - to analyse the political reasons behind this choice: I am simply noticing a phenomenon and trying to illustrate its main consequences.
THE CONSEQUENCES - CONSIDERATIONS
- Yes, jobs - for the sake of creating jobs - have been created. Parking Marshalls have replaced coin-fed parking meters. Industry has assisted to the triumph of Single-Skilling/Single-Functioning. Roles such as "helper", "line feeder", "assistant", "labourer", "attendant", etc. have skyrocketed. One high-level manager recently told me "...now, only now, I realise that we have spent years de-skilling people, instead of re-skilling/multi-skilling them.....". So, jobs have been created - maybe. But wealth? It would appear that wealth is not increasing, but is rather going the opposite way.....
- Once trapped in "traditional" principles, the situation can be exasperated. It has been. Single-Skilling has been classified, codified, institutionalised: single-skill specialisation is a norm and a rule, at low-level and high level. I wanted to upgrade the software of my 3G modem and went recently into a branch of a famous Mobile Telephony Provider: the answer? "...oh, no, not here.... that can be done only in the XX Branch.....". In industry, there are very few "artisans" left - most of them are now pensioners. Years ago there were excellent "artisans", multi-skill, multi-ability, multi-function, capable of taking care of an entire repair/maintenance job, or a construction job, or.... Where are they now? Practically disappeared, replaced (ineffectively) by a number of single-skill doers, often interfering with each other, and with considerable idle time in their work-cycle schedule (pure waste).....
- Without even mentioning what happens in Public Offices, it does not take long to notice the increasing bureaucracy even in the Private Sector. Forms, procedures, rules... Years ago I could book a camping site over the phone - today I have to fill, sign and email a form, and email as well proof of payment.... If I had a motor claim with my Insurers, they would immediately send an assessor who would inspect my accidented vehicle, fill a claim form for me to sign, authorise repairs there and then, and even get the insurers to pay the Panel Beater directly.... Nowadays I have to provide and email photos, claim form, scanned Police Report, supporting documentation including signed statement of events, etc. etc. plus pay for repairs and then fill, sign and email a "release form" to get refunded (less fat excess...)... and so on. These are signals of higher bureaucracy consequent to process fragmentation and no process-ownership.
- As such, Value to the Customer (a fundamental Lean principle) has decreased sharply. In terms of - as I was saying - more time, slower response, more aggravations. Plus, an ever increasing mass-communication approach instead of the lean "one-to-one" approach. Just think how the so-called Call Centres have mushroomed...
- Unfortunately, there are also other signals. One rather strong signal is that - generally - sense of "responsibility" has dramatically decreased. Responsibility for own work and its outcome. I brought recently my car for a valet service. On collection, I noticed the aerial top was missing. They looked and searched everywhere. Nothing. So, "...sorry, Sir, it's not here.... most probably this car came this morning without aerial top....". Impossible. That aerial top doesn't fall accidentally - it must be forced out. Well, end result: "...not our fault... besides we display a prominent notice that we are not responsible for items lost in these premises.....". Shocking? I brought the same car after a few days to have the aerial top replaced (at an exorbitant cost). And I did not bother to remove from the car a few parking coins I normally keep there to tip.... On collection, no parking coins - gone. I pointed it out, not for the value of those coins, but as a matter of principle. Answer: "....when you sign a job card, you should notice that we are not responsible for any valuable left in the vehicle..... Apologies.... But, you know: we are in Africa.....". Which leads to the next consideration.
- Finally, the "feeling there is nothing that can be done.....". Lack of confidence in the future. A diffused feeling. One can sniff it, one can hear it, one can see it.... It's like to say: "....why care? what for? there is no future....". Bad, bad news. In the past few years, every time I presented a Lean course in South Africa, I heard - without exception - some delegate coming up with comments such as "...brilliant course.... very nice principles.... BUT, can it be done in Africa?....."
CONCLUSIONS
Would Africa benefit from embracing Lean principles?
The answer is definitely YES!
Can Africa do it?
Of course it can. It has been done. It can be done again. Several clients of mine (from the Private Sector) still keep telling me "....fortunately we decided to go lean... shouldn't we have done that, today - in this turbulent economical situation - we would have been dead.....".
I agree, the future scenario does not look brilliant - at all. The way ahead is very "rocky".....
And yet, with positive confidence, with determination, with drive... it can be done.
All the best, Africa!
download this article
|
Covid-19 and the future of "Lean"
by Carlo Scodanibbio
Late 2019. The world changed: once more. Dramatically. Irreversibly.
The Corona Virus, or Covid-19, has given an unprecedented spin to this world of ours. This Pandemic has made obsolete almost everything we knew, we believed in, we were used to.
The overall impact of Covid-19 - to date - is immense: scientists, economists, politicians, thinkers, church leaders, philosophers and psychologists (among others) are trying hard to understand, to explain, to foresee, to recommend, to take measures.... it's their duty, or their job, or their passion.
It's not within the scope and style of this web site to add comments or explanations to the billions we hear on a daily basis with regard to Covid-19.
However, it is certainly within the scope of this web site to make suggestions and recommendations to people in Industry about how to tackle the enormous challenges of the years to come.
In line with my Philosophy, Vision and Mission - I, Carlo Scodanibbio, strongly believe that, sooner or later, this Pandemic will be over: no doubt about.
Human Kind has gone through the most incredible difficulties for thousands and thousands of years: all of them rather successfully overcome.
Human kind will make it also this time, once more. It's just a matter of time.
However, the world will never be the same as before: after Covid-19 and all its by-products, the challenges for all Industrial & Business Organizations will be tougher than ever. Only the fittest, the best, the Leanest will survive and will be in a position to tackle the difficult years ahead with a high level of confidence.
BUT: NOW it's the right time to prepare.
Before Covid-19 there wasn't one single Enterprise or Organization that could proclaim itself 100% Lean. Although there were thousands and thousands, world-wide, that had made enormous progresses in the Lean road.
And after? After Covid will be a thing of the past?
There will be no such thing as "....hah, back to business....." or "....business as usual....".
The law of "Survival of the fittest" will apply in full - no doubt about. It's well verified at the date of releasing this announcement. It will be even more after.....
Who will the Fittest be?
The Fittest will be those Enterprises and Organizations that will be ready to deploy in full all Lean Management/Lean Thinking principles in a novel way.
Why?
Because after this tremendous change brought-in by Covid-19, only those who will be ready to deliver to Clients - in a very creative way - the highest Value with minimal/nil Waste may hope to survive - to prosper - and even to excel.
BUT: while Lean Principles will always be the same, the adaptation of those principles to a world that will be radically changed will require a high degree of creativity and commitment/involvement by ALL.
After Covid-19 era (assuming there will be a definite "after"), the world will continue to change at an unprecedented speed and with novel features in continuous evolution: "stability" will simply be non-existent.
Markets will change their features rapidly and frequently. Social issues, factors and parameters will be in continuous evolution. The impact of climatic changes may become unbearable. Technology will also upgrade to levels unknown today. And so on.
Therefore: strategies, approaches, and styles of operations will need to be in continuous adaptation/evolution accordingly.
This will command a combined effort, top-down driven but with the highest bottom-up contribution: all resources, all brains, all spirits will need to be mobilised.
Because only in this way, Organizations will be able to generate timely responses suited to novel, unforeseeable circumstances.
Ideas will win. Speed will win. It will be everybody's task to come up rapidly with simple, effective, inexpensive ideas suited to spot and generate opportunities, overcome difficulties, create new operational dynamics....
It won't be easy: we are not much used to it. It will be challenging: a new breed of people will be required. It will be tough: "traditional" management will need to quit, replaced by a new style "participation management".
NOW is the right time to prepare for it.
NOW is the right time to make ALL conscious of the most basic existential principle: "each one of us is fully responsible for his/her life - no-one else is".
NOW is the right time to sensitize ALL to change and to the need for change and continuous adaptation.
NOW is the right time to instil in everybody's mind concepts of commitment and participation/involvement.
NOW is the right time to educate and train ALL in basic Lean principles.
NOW is the right time to explain to ALL basic principles of Creative Thinking and generation of Ideas.
NOW is the right time.
download this article
|
Lean Management: the origins, the principles, the approach
by Carlo Scodanibbio
lean management: foreword
Lean Management is primarily an Industrial and Organisational philosophy.
It all started in the era of Just in Time (more ») and the Toyota Production System (more »); it all started in the Manufacturing Industry.
That's when TPM - Total Productive Maintenance (more »),
the 5S methodology (more »),
Flow Production (more »),
One-Piece Flow,
Cell Manufacturing (more »),
the Kanban Method (more »),
Poka-Yoke (more »),
Total Quality Management (more »),
Kaizen,
Total Employee Involvement (more ») and all other allied disciplines were developed.
It started in order to increase competitiveness through Manufacturing performance. Japan, where it all started, succeeded gloriously in this regard.
The Western Industry, slowly but surely, followed the Japanese approach, perfected (and "westernalised") the Japanese approach, and Lean Manufacturing (more ») was created ('90s).
Having noticed the benefits achieved through Lean in the Manufacturing Industry, also the Project/Construction Industry copied/pasted/adapted lean approaches, transforming the classical but well-dated Project Management discipline into Lean Project Management (more ») and Lean Construction Management (as well as Lean Contract Management) (early 2000...).
Simultaneously, many Consultants and Industry experts started understanding the power and benefits of Lean, realised that the ultimate factor making the difference between the "traditional" and the "lean" approach was THINKING (as only through innovative thinking could lean principles be deployed in different industrial sectors), and created the terminology Lean Thinking (more ») as global approach to lean transformation.
Lean Thinking was just a bit later (from +-2005....) applied also to the Service Sector, generating lean disciplines such as Lean Process Management, Lean Process Engineering and several others.
Today, we consider Lean Management as the big umbrella under which all lean disciplines and methodologies applied to various Business/Industrial Sectors fall.
In conclusion, the Lean approach has changed the overall operational and strategic approach in all Business/Industry sectors (Private and Public). Why?
Because there was a need for it. Why?
Because the World had changed....
lean management: the origins
Business People, People in Industry!
The World has changed!! Dramatically! Irreversibly! A drastic change.....
What has changed?
Everything: the world has changed from an economical, financial, social, technological, commercial..... etc. point of view.... ALL has changed: a real, solid change....
When did it change?
No-one knows.... in fact, the world has always been changing..... but slowly, gradually.... until the speed and the acceleration of change increased drastically.... and when did it happen? Once again, nobody can say.... all they say - hilariously - is that most probably, when the change took place, it was at about 2:00 or 3:00 am in the night.... and everybody was fast asleep at that time, so the change went un-noticed.....
In the next day, most people - few exceptions - woke up as usual: "...hah, another day, things as usual, business as usual....."
But it wasn't so anymore.....
Let's correlate this phenomenon of "change" to Industry and Businesses performance.
How have they reacted to change? Most of them: little - or none. Some of them: considerably. The first in the classroom: brilliantly. But they are, generally speaking, the exception....
Most Businesses, Organisations (Private and Public), and Industry in general are still acting today according to old principles, approaches, rules.... and even dogmas, that should be considered obsolete. Instead, they are still alive and kicking.
If you can think back 50, 40 and even 30 years ago, things were really different: the world was relatively "stable", "predictable", almost "static" - one could see horizons very far away.... - Organisations used to carry out "long-term" (10 years and even 20-30 years) "strategic planning" projects..... and they would even implement such projects (with all necessary touch-ups, obviously....).
And 30 years ago? Turbulence was starting: the market was opulent but well saturated.... competing and succeeding was becoming harder and harder.....
And 20 years ago? Even more turbulence, fierce competitiveness, harder and harder....
And 10 years ago? Tough, tough, tough...... a fight for survival.....
And today?????
And the next year????
And the next 5 - 10 - 20 years?????
Possibly, no-one knows....
The only thing we know - and possibly more and more people in Industry start realising it - is that we cannot carry on fighting with obsolete guns and ammunitions....
Over the last 50 years, in order to increase fighting power, an extraordinary number of disciplines and techniques have been invented by Consultants, pipe-smoking University Professors, Industry Experts, and the like.
The aim: increase operational and strategic performance through a number of initiatives directed to make people in industry perform better, more efficiently and more effectively, as well as to improve certain specific areas (for instance: the Quality "domain").
To mention just a few:
Management by Objectives - Effective Leadership - Motivational Talks - Diversification - Z Theory - Situational Leadership - Effective Communication - Zero-based-Budgeting - Decentralisation - Team Building - Self-Directed Work Groups - Management by Exception - Dale Carnegie techniques - Interpersonal Skills - Quality Circles - Search for Excellence - Restructuring - Interactive Management - Portfolio Management - Matrix Organisational Structure - Quality Control - Quality Assurance - ISO 9000 - 6 Sigma..... and even One-Minute Managing......
And the results?
Well, let's be honest, all of them are great disciplines, and all of them (including the famous "One Minute Manager" ) have somehow contributed to increase some aspects of organisational performance. But generally: localised - or "per department" - or marginally - or.....
In other words, they have contributed to improve (actually: to organise in a better, structured fashion) "some" aspects or parameters of performance.....
However, although most or many of them were intended to address ALL aspects of performance, in their practical use the effect has been to improve only some area, be it the Human Resources kingdom, or the Quality area, or the co-ordination of inter-functional management, or....
But: overall organisational performance has generally improved only marginally through adopting - even by the book - those disciplines.....
In certain cases, improvement has not only been marginal or localised, but even "spurious" (i.e. one or some department functioning better, but overall output/performance little or no improvement).....
Why?
Because none of those excellent Disciplines has actually aimed at touching or reviewing the ultimate core of the organisational performance: the Organisation's "DNA"!
The fact is that:
.... we have gone into the new millennium with styles and approaches to overall organisational performance conceived long time ago (well over two centuries) by Adam Smith (the rather famous Division of Labour principle) and perfected during the last century (by Frederick Taylor with his Scientific Management System and - most intriguing - by Unions all over the world, with their aseptic and almost "freezing" approach to personnel performance....
Such style and approaches - perhaps adequate until the mid '90s - are, unfortunately, no longer suited to face the tough challenges of the years ahead....
ADAM SMITH
 Adam Smith was a Scottish economist, philosopher and author as well as a moral philosopher, a pioneer of political economy and a key figure during the Scottish Enlightenment, also known as ''The Father of Economics'' or ''The Father of Capitalism''. (Wikipedia)
Adam Smith was a Scottish economist, philosopher and author as well as a moral philosopher, a pioneer of political economy and a key figure during the Scottish Enlightenment, also known as ''The Father of Economics'' or ''The Father of Capitalism''. (Wikipedia)
Smith wrote two classic works, The Theory of Moral Sentiments (1759) and An Inquiry into the Nature and Causes of the Wealth of Nations (1776). The latter, often abbreviated as The Wealth of Nations, is considered his "magnum opus" and the first modern work of economics. (Wikipedia)
The Wealth of Nations is really worth to read (just Google-search for it and you will find the full text).
Smith was a real genius. In a period of time in which there was no industry at all (but only craftsmen), Smith visualised that the future wealth of all nations would come from industry!
And he went one step further: through the rather famous example of the "pins factory" Smith explained in clear terms how industry-to-come should be organised operationally!
Smith explained that a work process - such as that of fabricating "tailor pins" - should be subdivided in a number of single, elementary tasks (or steps), and one person (one labourer) should be assigned to each individual task that he would carry out repeatedly.
Like to say - in the tailor pin case - that one person would draw the wire; another person would cut it to size; another person would straighten it; another person would sharpen the one end of the pin; and so on..... - as opposed to one person executing alone all the necessary tasks in the process (craftsman style).
The concept is schematised here below:

According to Smith, a "fragmented" manufacturing process like in the example offers 3 very distinct advantages:
-
By carrying out repeatedly the same task - especially by "exerting" himself a bit, as Smith says - a worker will master it: efficiency will become very high
-
Should one day - for any reason - a labourer not turn up for work, it will be rather easy to assign that task to any other worker: because of the simplicity of the task itself
-
And: by providing dedicated tools and simple, well-chosen equipment to mechanise each task (or part of it), efficiency in each workstation will increase even further....
Smith was right.
When his principle (the Division of Labour principle) was deployed (never mind in a tailor pins factory) in the Automotive Industry a few decades later, the principle proved to be very valid: high efficiency, high productivity (the famous "rope and winch" assembly chain......).
Although Smith's Division of Labour was conceived primarily for the Shop Floor of a Manufacturing Factory, the principle was then extrapolated and expanded in its field of applicability.
 Starting from the early 1900s, Alfred Sloan, general manager of General Motors, having deployed Smith's principles on the shop floor with success, tried hard to expand Smith's concepts. And he had an idea: why not apply the Division of Labour principle also to Management?
Starting from the early 1900s, Alfred Sloan, general manager of General Motors, having deployed Smith's principles on the shop floor with success, tried hard to expand Smith's concepts. And he had an idea: why not apply the Division of Labour principle also to Management?
After all - in a growing industry - having simple, generic "management" was not, in Sloan's opinion, the most effective solution....
According to Sloan, "management" should be "sub-divided" into specialised/dedicated branches, each taking care of one area of "management"... besides "General Management", there should be, for example:
Administrative Management
Financial Management
Operations Management
Maintenance/Plant Management
Sales Management
Service and After-Sales Management
and so on.....
 And, voilà, Functions were invented!
And, voilà, Functions were invented!
The principle of "division" and "fragmentation", conceived by Smith for the Shop Floor, now had been transplanted upstairs, touching the very Organisational Structure of an Industrial concern.....
Does it ring a bell?
Does it remind of something still alive today?
It does, indeed!
The rationalisation of the "upper floors" (the Management structure) went further on:
 Frederick Taylor, Engineer and Consultant, had already created his "Scientific System" (also known as "Taylorism").
Frederick Taylor, Engineer and Consultant, had already created his "Scientific System" (also known as "Taylorism").
The Scientific System went full steam into the Management Structure organisation.
According to Taylor:
Due to market expansion and growing complexity in Manufacturing, Management had to be structured "scientifically" adopting healthy principles of PLANNING and CONTROL.
But in order to Plan and Control effectively, Management had to be organised in Levels, whereby each Level would plan the work to be carried out by the lower level and then control that the work had actually been done according to plans.
Levels - according to Taylor - would re-organise Management's role in a much better shape: therefore, above the "Shop Floor" Level, there would be a Frontline Level: in charge of fine-planning the Shop Floor works and control the validity of the output.
And above the Frontline Level, there would be a Supervisory Level.
And above a Middle-Management Level.
And above a High-Management Level.
And above the General Management Level.
With Managers at each Level planning and controlling the activities of the just-below Level - and each Level with a different horizon and style of intervention, but with all Levels aligned according to vision, policies, objectives, targets, etc. set at Top Management Level.
 And, voilà, here is the Pyramid taking shape!
And, voilà, here is the Pyramid taking shape!
Does it ring a bell?
Does it remind of something still alive today?
It does, indeed!
But there is still an essential ingredient missing, essential to make the Scientific System gearbox turn and function smoothly and effectively.
The missing ingredient was suggested by the Railways!
 Do you remember the famous movie "Once upon the time in the West"?
Do you remember the famous movie "Once upon the time in the West"?
It was showing an American Railway being constructed (+-1860s) in the Far West.....
At those times, railways were single-track. Therefore the possibility of 2 trains colliding with each other was very high.....
In order to prevent accidents, the Railways introduced basic, golden RULES:
- such as signals (stop-go)
- and - most important - marshalling tracks at crucial points, so that a train could be parked in that track while another train, coming from the opposite direction, could pass.....
RULES were the secret!
And Engine Drivers main responsibility was to respect all Rules!
Surely, RULES are needed everywhere, including in an Industrial concern!
So - together with PLANNING and CONTROL - RULES became another essential ingredient of the Scientific System.
Which makes sense: Personnel, at all Levels, must adhere to and operate according to Rules....
In Industry in general, under the general term RULES, gradually were introduced:
- Policies
- Regulations
- Procedures
And Roles, Positions, Job Descriptions.... and Work Instructions, Standards, Specifications, Timetables, List of Duties..... and, and.....
Does it ring a bell?
Does it remind of something still alive today?
It does, indeed!
HIERARCHY had been invented!
And something else. As a by-product of the combination of LEVELS and RULES, a novel phenomenon originated and gradually grew and grew: BUREAUCRACY!
Bureaucracy, in simple terms, means that - in order for something to happen - a request must be made: that request (for a decision to be made, or for a green light, or.....) has to climb possibly several Levels, until the right switch is triggered and the request is fulfilled. Then, same routing down the various Levels up to reaching whoever originated that request - obviously according to certain Rules and Procedures as applicable to the case..... which may contribute considerably to slow down the wanted output......
Surely, neither Smith, nor Sloan, nor Taylor planned or wanted Bureaucracy to materialise.
But it was born, and grew over the next decades....
Although one might think that Bureaucracy was and is a phenomenon confined to/specific of the Public Sector, it has actually been and is still today well alive and kicking also in the Private Sector....
Finally, one last comment: over the last decades, Unions have greatly contributed to "maintain" (almost "freeze") the Smith/Sloan/Taylor Model. Why?
Because of Unions' passion for Roles, Positions, Job Descriptions, Careers Schemes, etc.etc.
the first industrial revolution
The above story describes the origins of Industry: yesterday's industry was born....
The FIRST INDUSTRIAL REVOLUTION, as it was called, can be schematised as follows:
The above story also suggests the origins of Lean Management.
Because, not only yesterday's industry was born - also today's industry was born!!
One may ask: "why also today's industry"?
Well, let's be honest: apart from a number of touch-ups over almost one century, the way Industry, Businesses and, in general, most private and public Organisations are structured - still today - does not differ much from the Smith/Sloan/Taylor model!
Still today, Division of Labour, Functions, Management Levels, Planning, Control, Rules, Procedures, etc. etc. are there!
Fragmented Processes are still there!
And Bureaucracy is still there!!!
One may also ask: "and so, what is wrong with this model"?
No, not much wrong, for the time being..... for the time being, let's just say that this model is rather dated...... (to say the least).
It was conceived over 2 centuries ago - perfected in the last century - to work well in the last century!
And it has worked very well!! Especially after the Second World War.... and it had its glorious time in the '60s and the '70s (the era of mass production.....).
But it started showing some deficiencies already during the '80s.... more in the '90s....
And in the new millennium? Big question mark.
Lean Management originates from a deep analysis of the First Industrial Revolution Model, highlighting all its deficiencies first, then coming to the rescue (see below)!
the deficiencies of the Smith/Sloan/Taylor model
THE LAWN MOWER
 In all my Lean training courses, I make the example of the Lawn Mower. The story:
In all my Lean training courses, I make the example of the Lawn Mower. The story:
So, there has been heavy rains (climate change, tropicalization.....), and the lawn in the garden needs a solid mowing. If you are a rich man, you have a gardener who will take care of the mowing task.... but if you are an ordinary man in the street, you will have to do the mowing yourself - not your wife, not your kids, but you, the man in the house.....
When? Not during the week, because you work.....
Not on Sunday, family day.....
Not on Saturday morning, shopping with wife.....
So, what is left? Saturday afternoon!
But on Saturday afternoon there is cricket (or football, or tennis.... whatever your favourite sport is) on TV!
So, if the mowing must be done, it must be done early Saturday afternoon, and quick! Because cricket starts just now.....
So, you fetch the lawn mower (petrol engine driven), start it, and.... GO! Go as fast as possible, it's late already!
So you push the lawn mower at full speed through the thick, tall lawn.... BUT: if you push it too fast, the engine will stall! So, pull it back, let the engine breathe and rev-up again, and then push again like mad!
But the poor engine will stall again: it cannot cope at fast speed..... Why?
Because there is a limitation to the speed at which the lawn mower can advance forward and mow the loan properly: the limitation is given by the HP of the engine! More than so much it cannot do!
And I keep saying:
A "Traditional Enterprise" is like a Lawn Mower: more than so much it cannot do! In terms of output, results, effectiveness.....
Because also a "traditional" Enterprise (or Organisation) has a limitation! The limitation is imposed by the features of its Organisational Structure: the way it is conceived, the way it can act, its overall "capacity", etc. etc.
That is its DNA! Equivalent to the Horse Powers of a Petrol Engine.
Over many decades we kept discovering the "limitations" (or deficiencies) of Organisations built and structured around the Smith/Sloan/Taylor Model: frequently or regularly, the Organisation was "stalling", it wouldn't deliver the desired output and results, it could not run smoothly, there was "hiccup" processing, and the like.
And what have we done?
We have kept increasing the Organisation's HPs, in the hope it would perform better.....
How in practice?
Perhaps another Function? Or another Department? Or more Personnel? Or more qualified Personnel? Or, or.....
Or a new Position? Or new Roles (Assistant, Executive, Executive Secretary, Deputy, Chief.....)?
Or more Planning (long-term, yearly, monthly, weekly, daily, hourly..... fine Scheduling.....)?
Or more Control (strict Quality Control, Statistical Quality Control, Quality Assurance methodologies, ISO 9000.......)?
Or more Rules (more Procedures, detailed Procedures, stricter Procedures, more Work Instructions, Check-Lists.....)?
Or more Technology (more Machinery, more powerful Equipment, better Tooling, powerful IT Systems, MRP, MRPII, ERP.......)?
Or more initiatives/actions on Human Resources (Motivational Speeches, Motivational Techniques, MBO, MOBOII, Team Work, Team Building, Self-Directed Work Groups.......)?
The list of initiatives undertaken in order to revitalise an engine that was stalling could be endless. And yet, decades after decades, the "engine" shows some stalling..... the DNA doesn't seem to be adequate.....
And so, since the Climate Change and Tropicalization bring more rain and the lawn grows thicker and taller, the Lawn Mower Engine HPs should be increased indefinitely.
Likewise, since the World Change keeps increasing more rapidly and almost exponentially, the Organisation/Enterprise DNA is never adequate and should be revised and touched-up indefinitely.
BUT: it's just a matter of touching-up? Of tuning, of revising? Or has it become a matter of a comprehensive reviewing, starting from square one again??
About THE "SYSTEM"
There is a word widely used, often abused: the word system. You can hear it very often: at a bank, or at an Insurance Company branch, or at a Travel Agent, or at an Info Centre..... ('.... sorry, Sir, today the "System" is a bit "slow", it takes time....... - or..... the "System" is "down", it will take a bit to reset.....').
Generally, the Bank or Insurance Branch officer making such statement has a very relaxed attitude - meaning "...excuse me, Sir, it's not my fault..... it's the System.......".
Yes: the System is slow or the System is down. It happens, often.
Here we are however referring to an IT System.
But something very similar happens in most Organisations/Enterprises, and rather often: the System is slow or the System is down.
It is the Organisational System that is "slow" or is "down".....
Why?
For one main reason: "a System Output cannot exceed the limitations imposed by the System itself"!!
Like to say: "do not expect results greater than what the System allows!
This is a well confirmed and well verified truth, seen in Industry for decades, but never analysed nor investigated to deep extents.
The first, serious attempt has been made - very successfully - by Lean methodologies (see below).
But before describing the Lean analysis of and approach to "Traditional" Systems' deficiencies, let's extract another very important truth regarding the System itself:
"Personnel Performance cannot exceed the limitations imposed by the System!"
This statement, although well understandable, requires a few explanations:
- Rules, Control, Procedures, Job Descriptions, and the like, obviously put somehow a limit to the results people can produce: in terms of Output, Time, Quality, etc.
- actually, Control (especially Quality Control) may have the detrimental - even if unwanted - effect of People lack of commitment to Quality, to goodness of own work, to pride for own work, etc. (".....why should I care too much? If any problem, it will be up to the Quality Controller to reveal it.......")
- Hierarchy does not contribute to People Motivation
- Nor do all other typical parameters of the "traditional" model: Levels, Rules, Control.....
And finally,
About the LABOUR DIVISION principle
Smith's concept of Labour Division was very right and very pertinent for the times in which it was conceived (and several decades more.....).
It was right for the culture, the level of education and the approach to work of people of last century, possibly until the '70s.....
It was also very right and valid in an era of unsaturated market, of mass production, of limited competitivity....
But after the World changed it rapidly became obsolete.....
Let's deep-analyse with Lean spectacles what happened and still happens in a Shop Floor organised under the Labour Division principle:
Firstly: the concept of high efficiency at each processing station (manned by one individual).
No doubt, a repetitive, simple activity backed by the right tooling/equipment can be extremely efficient.
However it carries a side-effect that Smith did not consider at all: the negative impact on people and their spirit/motivation, in terms of frustration, stress, boredom, lack of interest for work, distraction........
Which, when they reach certain levels, may cause errors, mistakes, poor quality, mishaps....
And, no wonder, gave origin to the famous TGIF - Thanks God Is Friday "motto".....
Surely, Smith did not think of that. But nowadays (actually from already a few decades), this side-effect is well known.
And let's analyse further. Let's see what happens around and in-between processing stations:

Never mind a tailor pins factory, let's consider any "traditional" manufacturing Shop Floor organised according to Division of Labour principles.
Let's consider a real factory. A "traditional" factory is generally laid-out job-shop style, i.e. there is (for instance) a Store, a Machining Department, a Welding Department, a Pre-Assembly Department, a Final Assembly Department, a Packaging Department, and so on..... - and each Department (or Job Area) is in a convenient location in the factory, with some spacing in between; although in each Department there are Single-Skill/Single-Function Processing Stations (as per Division of Labour principle).
This involves that each Processing Station must be fed with materials, components, consumables, ancillaries, etc. necessary for production - and also involves that the output of each Processing Station must "somehow" be "transported" to the next Processing Station.
-
Between one processing station and the next, we find: handling (off-loading previous processing station - loading next processing station; plus moving, lifting, lowering, placing, transporting) - and storage (materials, components, work-in-process, quasi-products.....), in the form of parking, palletizing, positioning.....
-
"Around" processing stations we also find: handling, storing, inspecting, supervising.....
-
In some processing stations (or just out of them) we find: inspecting, controlling, quality controlling, checking, counting.....
-
And in some processing stations we may find: errors, mistakes, producing defects, producing rejects, separating defects and rejects from good product......
-
As a consequence, around processing stations, we may find: dealing with defects and rejects, assessing causes of defectiveness, doing the necessary reporting.....
The list could be very, very long.....
Surely, Smith did not even think of such consequences, and many Manufacturers - although noticed these "extra" activities correlated with a fragmented type of processing - simply lived with them for decades, considering them "normal" work activities.....
Even worse, many manufacturing managers, in a "raptus" of Taylorism, perfected to extremes those kind of "extra" activities: so they invented the Internal Transport Department, the Materials Feeding Department, the Quality Control Department...... and created titles such as handler, fork-lift driver, crane operator, cartonizer, palletizer..... and inspector, supervisor, foreman, controller (quality - production)..... with detailed job descriptions for everyone....
After all, until the World changed, Clients were paying for all those "extra" activities!
Does it ring a bell?
Does it remind of something still alive today?
It does, indeed!
FRAGMENTED PROCESSING
And let's also have a look at the upper floors: at the Pyramid and its contents.
Because also within the various Functions and Levels we can find fragmented processes!
 One simple example: a Client's request (a query - additional information - a commercial dispute - a complaint - a technical question - etc.), after landing at destination, may need to be "processed" with the intervention of various officers/employees in different Functions and at various Levels, before the necessary "output" is generated and transmitted back to the Client....
One simple example: a Client's request (a query - additional information - a commercial dispute - a complaint - a technical question - etc.), after landing at destination, may need to be "processed" with the intervention of various officers/employees in different Functions and at various Levels, before the necessary "output" is generated and transmitted back to the Client....
Although this might be typical of "large" "traditional" Organisations, also in smaller, "traditional" Enterprises something similar takes place: a number of different persons, each handling and taking care of a "bit" of the entire process, get involved to "process" their "bit": with time delays, "transport" of information between processing stations, etc. etc.
After all, a Style is a style and the Smith/Taylor model creates that style!
But then the World changed.
And Monster Clients (more ») were no longer prepared to subsidise Manufactures affected by too high costs, related to those "extra" Shop Floor activities.
Nor were they prepared to deal with dysfunctions, delays, poor service, etc. caused by "fragmented processing" within the Organization's Structure.
Lean Methodologies finally came to the rescue!
Firstly: re-discovering and highlighting Value - then, discovering and highlighting Waste
VALUE
In my Lean training courses, I always ask participating delegates a simple question, requesting their anonymous answer within 1 minute, in writing. The question is:
"Which is the primary objective of your Organisation?"
Answers (statistics, over 10.000 delegates):
1) Make money (make profit, be financially sound, strong financial muscle, marketing leaders, generate sales......)
2) Be the leader in our field (excel in what we are doing, beat competitors, be the first in the classroom, improve continuously......)
3) Have a secure future (provide security for the future of our people, guarantee survival......)
......................
At the bottom of the statistics (no more than 5%):
Generate Value for our Clients
Strange, isn't it?
Because, after all, if we do not generate Value for our Clients and Satisfy them, how can we make money and profit? How can we be the leader in our field? How can we hope in a secure, guaranteed future?
At Organisation level:
The Client, and Value for the Client, and Clients Satisfaction should be the centre of our attention, should be our primary target.... shouldn't it?
And, at individual level:
Why do we work? What is work? The answer should be "we work to create wealth and value, for ourselves, for our family, for our Organisation, for our Clients, for our Community, for the Country, for the World.....". And working should primarily mean wealth and value generation.....
Strange enough, this primary concept of Work = Creating Wealth and Value has gone, somehow, lost in decades of "traditional industrialisation".....
Most people, still today, believe they work to earn wages/salary, to be secure for the future, or.... do I have any other choice?....
Strange, strange, strange....
Something has happened, something has polluted people minds, deviating their believes, attitudes, behaviours.....
Confusion in this regard is enormous!
For the past 20+ years I have visited hundreds of Enterprises, all sectors, private and public.
I have a number of favourite questions I like to ask personnel at all levels. One of them is the following:
"So, you drive to work every weekday, which may take some time: if you live in a small town, perhaps only 10 minutes - if you live in certain areas of Cape Town, at least half an hour - if you live in Beirut, it will easily take you 1 hour - if you live in Istanbul, the trip will easily take 2 hours - and if you live in Mumbai, most probably you won't make it in less than 3 hours....
Never mind where do you live, it will take you some time to get to work.
Now, what do you do while you drive?
For instance, you may listen to the news or some music.... or, if you are a boy, watch the girls in nearby cars stuck at a traffic light.... (or, if you are a girl, watch the boys in nearby cars stuck at a traffic light)..... or, mind your own business and just drive..... OR
OR, you may think aloud: what am I going to do today at work, in order to produce Value for my Clients?"
Well, when I tell this little story and ask my question, people look at me like if I was a big gorilla just landed from Jupiter in the main square of centre of town......
"Value? what value? I am a clerk, a foreman, a storekeeper..... I push the machine buttons..... I write delivery notes.... I prepare invoices..... I have meetings all day long.... I control quality.... etc. etc. - what has value got to do with my work?"
And "Clients? what clients? I don't have clients.... the Sales Department deals with Clients....."
Strange, strange, strange....
Again, something has happened, something has polluted people minds, deviating their believes, attitudes, behaviours..... taking care of their own little church or vegetable garden, not even knowing that there are Clients out there, worse, not even considering that everyone, at whatever level and with whatever role, HAS Clients: not only external, but also internal..... and ALL Clients, external or internal, expect to receive Value from their (external or internal) Supplier/s! Isn't it?
LEAN re-discovers VALUE as starting point of a different industrial philosophy.
Value comes first, everything rotates around this primary concept.
Lean goes one step further, trying to understand and to highlight the causes of loss of the primary Value concept:
In the Smith/Sloan/Taylor Model:
- The main focus is internally. The attention is on internal organisation, from Shop Floor to Upper Levels.
At Shop Floor Level: tasks, single-function, localised efficiency, dedicated technology, and so on......
At Upper Levels: Functions, Roles, Levels, Hierarchy, Planning, Control, Rules, (internal) Policies, Procedures..... all structured 'scientifically'.... target: internal efficiency and internal perfection.
Very little attention (or none at all) to the "outside": the Market, Clients.....
-
Very little attention (or none at all) is paid to the concept of Value.
Actually: the Model was conceived to progress (progress??) from the status of Craftmanship to the status of Industry, in some way or another considering the Craftsman Style of Working as obsolete, inadequate, inefficient, non-organised.
In such progression (better: drastic transformation) the core principles on which and around which real Craftsmen used to (and still today's few Craftsmen) operate were somehow neglected - or overlooked - in any case: LOST!
How does a real Craftsman operate?
- Multi-skill/multi-abilities/multi-function (a real Craftsman works alone, without assistants, labourers, helpers....)
- handling himself A-Z the entire production process (the product being: furniture, wrought iron, ceramics, or whatever else)
- controlling (continuously) his own quality of workmanship: that must be "excellent"! Otherwise he would not be proud of his work!
- dealing commercially with his Clients and making his best to assure their satisfaction
- planning his own work and making sure to respect timetables and deadlines
- taking care also of his tooling/equipment maintenance, cleaning, etc.
- making his own administration and looking after his financial issues.....
But that is not only a Craftsman! That is a one-man-show Entrepreneur!!
No wonder the primary concept of Value has gone lost in decades of Industrialisation!
The bases for its generation have been removed!!
WASTE
Why LEAN is called lean?
Lean means "slim" - but also means "no-fat".
If you organise a Sunday meat barbecue with your family or friends, and you are a barbeque-fanatic, surely you will not choose "lean" meat. To the contrary, you will want your steaks, and lamb chops, and spare ribs, etc. with some fat. Why fat?
Because a bit of fat gives the "taste", gives the "flavour", gives the "aroma", and creates the nice "smell" typical of a good barbecue.....
So, fine for some fat in your barbecue meat!
But, when we look at work (work in industry), we don't like fat - at all. Why?
Because, in industry, fat = waste!
Which Waste in Industry? Waste, typical of Fragmented Processes: because transporting, moving, handling, storing, inspecting, supervising..... and inspecting, controlling, quality controlling, checking, counting..... and making errors and mistakes, producing defects, producing rejects, separating defects and rejects from good product, repairing...... and dealing with defects and rejects, assessing causes of defectiveness, doing the necessary reporting..... etc. etc. are nothing else - under the Lean angle of view - than pure, solid WASTE.
We may be gentlemen, and call all those activities "necessary, non-value-adding activities. OR, we may be Lean fanatics, and call them Waste!!
Two considerations:
1) Waste does not add any Value to the product we are producing or the service we are delivering!
Bearing in mind that Clients want Value, pure, abundant Value, Waste does not contribute at all to the purpose!
Worse! Waste contributes greatly to reduce the output Value to Clients!
Under the core Lean Discipline Value Adding Management (more ») angle of view we add Value to a Product (or Service) being processed when any activity under scrutiny contributes to the effect of having the output Product greater in Value than the Value of the raw materials used to produce that Product.
So for instance, in Manufacturing: Cutting Raw Materials, Machining them, Welding components together, Sandblasting, Painting, Assembling, Packaging, Cartonising ready for despatch..... ADD VALUE to the output Product - Value that Clients will recognise and will gladly pay for.....
But: transporting, moving, handling, storing, inspecting, supervising..... and inspecting, controlling, quality controlling, checking, counting..... and making errors and mistakes, producing defects, producing rejects, separating defects and rejects from good product, repairing...... and dealing with defects and rejects, assessing causes of defectiveness, doing the necessary reporting..... etc. etc. DO NOT ADD VALUE to the output Product!
Nor will Clients recognise any Value in those activities (even if they don't know about).
Yes, because if you produce and sell Mineral Water, one bottle of which should retail at say 1$, you cannot tell a Client: "...you see, dear Client, the selling price of this Mineral Water bottle is actually 3$.... because in our huge factory, with huge corridors delimited by yellow lines, there are huge fork-lits, transporting huge pallets of this water for Km and Km inside our factory, from Bottling to Quality Control, from QC to temporary storage, from temporary storage to Despatch, from Despatch to Loading Areas...... - and, we have so many fork lifts and fork lift drivers costing dear money, and an Internal Transport Manager with his Secretary and Assistants also costing dear money.... and we have to maintain those fork lifts, replace from time to time their batteries, so we have a Maintenance Department dedicated only to fork lift maintenance, with a Manager, foremen, supervisors and technicians, all costing dear money, and we need to repaint from time to time those yellow lines, so we have yellow lines painters, also costing dear money, and, and, and....."
If you try to tell a story like that to Clients, they will laugh themselves to death!!
"What? Fork list, drivers, corridors, pallets, km and Km, and maintenance and yellow paint....? But that's your problem, not my problem.... it's up to you to organise your huge factory the way you wish, but I am not prepared to overpay for a bottle of water..... thank you and Goodbye, I'll buy another brand...."
YES, because Monster Clients (more ») are no longer prepared to subsidise and support any Waste!!
In fact they don't even know what Waste is.....
However, their Monster brain has a super-duper computer that - in a ziff - can create a correlation between Product's Worth and Product Selling Price: if there is match, they will buy it - if there is a mismatch, they will simply go elsewhere....
After all: Clients and only Clients are the final judges of the Worthiness and Value of a Product!!!
Obviously, whatever said for a Product, applies in full (with the necessary conversions) to any type of Processing, such as a Service Process or an Office/Administrative Process: all we have to do is to substitute "materials" with "information" or "data"...... all typical Waste items are still there.....
2) Waste is "innocent": it hides!
When I conduct a Lean training course, generally I address my delegates with this story:
"So, you have been in this training room for well over a couple of hours..... have you paid attention to all details of this room? Have you noticed the furniture, your tables, your chairs, my table....? Have you noticed the colour of the walls? And those wall frames hanging there? And the ceiling details? And the lighting fittings details? And those curtains at the windows to prevent outdoor light coming in? And that Benjamin pot plant in that corner? And the floor on which you have been walking, with those carpet tiles creamy and pinkish? And the clock on that wall? Ahah, sure you have paid attention to the clock, checking how long was missing to get to coffee-break!! But have you paid attention to the white colour of the clock, its round shape, its black hours and minutes hands, its red seconds hand? Have you?
May be, maybe not - at least not in great, accurate detail..... why?
Because, simply, you have given it for granted.... after all, all training rooms are more less the same... and, moreover, why focusing on any detail? Not really necessary..... My brain and your brain are not really wired to focus on any detail of anything, any time.... or, life would become impossible......
So, by Furniture Effect, as I call it, you got fast used to this training room!!"
By Furniture Effect, in a similar fashion, we can get used to Waste. It's there, but you give it for granted..... and like no-one queries why an ornament or a piece of furniture is in a reception, in an hotel hall, at a doctor's rooms.... nobody will ever query why non-value-adding activities exist, are there, are present and alive, consume time, money, efforts and resources, and are still there forever and ever.....
Smith/Sloan/Taylor circle is closed.
Unless.....
Unless one wear Lean spectacles and starts "seeing" Waste!
For the past 20+ years, my Video Camera has been my primary training tool.
Very seldom I have run an "in-house" Lean training course without first going to the concerned Enterprise's premises and Video-Recording what happens there (shop floor plus upper floors).....
What happens there?
As you may imagine - in any "traditional" Enterprise - there is enormous Waste everywhere. When I see people (workers, supervisors, employees and managers) walking around and around, Km and Km every day, and talking, idling, searching, doing nothing, moving for no reason.... I know there is much more to discover!
Generally I spend one day video-recording and editing my video clips.
And the next day, in the training room, people can finally SEE: see themselves at the mirror, and discover things they couldn't even think of before! Waste to the sky: macro-Waste (handling, transporting, inspecting, long set-ups, piles of stock to the ceiling, etc.) and micro-Waste (flying-meeting in the corridors, people idling or watching the birds, or doing absolutely nothing.....).
Seeing is believing: Smith/Sloan/Taylor circle is over!
They have artificially fragmented a natural process (the Craftsman process), making mincemeat out of it. They had - as such - to create a glue or a thick mayonnaise to hold together the bits and pieces of a natural process.
Which glue?
Functions, Levels, Planning, Control, Rules..... - and Bureaucracy!
Bureaucracy is the real, thick Bonding Agent that - "scientifically" - makes all little bits and pieces still work together - somehow.... - within the box.
lean management: the approach
LEAN considers obsolete all principles of the First Industrial Revolution.
By re-discovering Value and declaring war to Waste, Lean Principles go actually back 200 years, to the Craftsman concept, extrapolating it in a shape suitable and fit to the know-how, culture, level of education, technology, etc. of the years 2000.
Under a new Philosophy, and by deploying all available Lean Disciplines, LEAN re-constructs natural, waste-less processes, geared to maximise output Value to the Client.
While simultaneously:
- giving back to Industry Personnel pride and dignity, usurped by decades of "traditionalism"
- giving them a chance to be again modern, real Craftsmen in their workshop, or Traders in their shop
- letting them become again Responsible Value Producers
download this article
|
Lean Kaizen: continuous, step-by-step improvement in the Lean direction
by Carlo Scodanibbio
lean kaizen: foreword
"traditional" kaizen
Kaizen started in the era of Just in Time (more ») and the Toyota Production System (more »); it started - together with other related disciplines (such as Flow Production, One-Piece Flow, Cell Manufacturing, TPM-Total Productive Maintenance, SMED, etc.) - in the Manufacturing Industry in Japan (years '70s).
Lean Kaizen, originating in the first years 2000s, is a Lean development of "traditional" Kaizen.
"traditional" kaizen
the main features
The Japanese word kaizen means: continuous, systematic, step-by-step improvement.
The key-words are:
-
Continuous: under the Kaizen angle of the view, there is no limit to improvement (...the sky is the limit....). It can carry on forever and ever, and there will always be more space for extra improvement.
-
Systematic: Kaizen-style improvement must take place in a rational way - identifying areas needing improvement - prioritising areas needing to be improved - qualifying and quantifying the level of improvement needed - planning improvement actions and initiatives - implementing them in a systematic fashion - and measuring the actual improvement achieved, comparing the "before" to the "after" status.
-
Step-by-step, meaning: in small, gradual, incremental steps.
Japanese made a clear distinction between kaizen and kayrio.
Kayrio means "large-size" improvement, generally "costly" (such as in the case of technological revamping) and, generally, also rather "fast".
Whereas, under the Kaizen angle of view, improvement may take time and - mostly - should be "inexpensive" or - at least - "economical" ("poor-man-approach": the poor man has no money to throw at things - but he has a "brain", capable of generating ideas and solutions.....).
The most important keyword is improvement.
In "traditional" Kaizen, Improvement means: increase in Efficiency (core parameter of Productivity) and/or Effectiveness (core parameter of Quality) in an "area" under scrutiny.
Improvement can be achieved: A) through Preventive Actions or B) Corrective Actions.
A Preventive Action is an initiative addressed to ensure that "something" will not go wrong (for instance, a Poka-Yoke (more ») device that will prevent a possible malfunction of a machine....).
A Corrective Action is an initiative targeting at eliminating some malfunction already experienced and noticed.
MAIN FEATURES OF "TRADITIONAL" KAIZEN
-
Kaizen is a systematic and methodical approach to continuous improvement
-
Kaizen is top-driven, co-ordinated and supported, but
-
with deep, active involvement of those concerned in each improvement area (bottom-up approach)
-
Kaizen target is excellence
THE PIERS OF KAIZEN
Possibly, the most important feature of "traditional" Kaizen is the bottom-up approach.
The assumption is: ".....the person doing the job knows far more than anyone else as to the best way of doing that job, and therefore is the one person best fit to improve it...".
- ".....if he/she only knew how.....!" (i.e. Technical Training is required!)
- "..and if he/she was given the opportunity.....!" (i.e. people must be empowered to act for improvement initiatives!)
In a top-driven mode, the Kaizen approach gives people at all levels, in each area needing improvement, the training, the space, the power, and the tools required to produce, working in team, creative ideas and solutions required for such improvement.
The rather famous Gemba approach summarised the main feature of the Kaizen Methodology.
With Managers from various Levels and from different Functions going on a daily basis to the Shop Floor (and not only) and meeting (formally and informally) with workers and other personnel: to discuss about the problems surfaced during the day and other ongoing problems - to launch together possible Kaizen initiatives addressed to rectify/confine/resolve those problems - to assess results - and to praise those more committed and more effective in tackling problems.
Therefore, the "piers" of effective Kaizen are: Communication and Creativity.
Communication is of paramount importance to work efficiently and effectively in team during each Kaizen session.
As it is Creativity, in order to produce - in team - valid ideas and solutions.
Certainly, Tools (see below) are very important. As it is the Kaizen Method/Approach, as well as People commitment to improvement.
But possibly the most important factor for real improvement is Brainpower!
Because of the poor-man-approach, ideas and creative solutions are the real "heart" of Kaizen!
TOOLS FOR KAIZEN
In "traditional" (and not only) Kaizen, people are well trained to use the necessary tools and available disciplines. They include (to mention the most important):
- Tools to collect/organise/classify data, to measure, to assess, such as:
Data Collection Chart, Scatter Diagram, Control Charts, Flow-Charts, Graphs, Histograms, Pareto Diagram, ABC Analysis, Radar (Spider) Charts (more »)
- Tools to solve problems, to tackle complexity, to produce creative ideas, such as:
K-T method, Critical Examination & other "global" Problem-Solvers, Brainstorming & other Creative P/S techniques, Cause and Effect (Ishikawa) Diagram, Relations Diagram, Affinity Diagram, CEDAC, Arrow Diagram, Matrix Diagrams, Poka-Yoke, Quality Circles, P-M Analysis, FMEA/FMECA Methods (more »)
- Methodologies to approach the decision-making process, such as:
Archer Method, Optimisation Methods, Elimination and Evaluation Charts, Decision Trial-Balance Method, Matrix techniques, Tree (Systematic) Diagram (more »)
"TRADITIONAL" KAIZEN - THE BENEFITS
Kaizen brought a large number of benefits to Industry - not only in Japan - where it all started, but also to the Western world (where Kaizen was subsequently adopted with some touch-ups, necessary to adapt the methodology to western culture and style......).
Two major ones, worth to mention:
- Possibly for the first time in industrial history, Kaizen introduced a systematic methodology to "query" the status quo (given practically for granted by people too busy to produce, to work, to manage, to do things.... in a routine-style) - and then to change the present situation for the better.
- Possibly for the first time in industrial history, Kaizen opened the doors to Personnel Involvement (bottom-up approach)).
Two major benefits indeed.
lean kaizen
the main features
"Traditional" Kaizen came to the western world like a lightening: people in industry got fascinated by the concept of "continuous improvement", a bit less - perhaps - by its "bottom-up" approach.
Nevertheless, the went for it!
In a "westernalized" fashion, they invented the famous Suggestion Box scheme (whereby personnel at all levels would be "involved" by inserting written, most often anonymous, suggestions regarding "items" to be improved.....)
And they invented Kaizen Board Meetings (where middle/high-level managers would meet - even on a weekly frequency - to attend to items to be improved.....)
And, obviously, there was an improvements list, with all items requiring improvement....
And so on..... Surely, only few industries in the West practised Kaizen with its original "spirit" and "methodology".
I recall an old story regarding Western Kaizen:
In a "Mediterranean" Country, I was conducting training seminars followed by a day's consulting visit to participating companies premises (to give advice related to the seminar's content).
The previous year I had presented a well successful seminar on "traditional" Kaizen. This time, the same participants of the previous year - all from a company I had already visited - attended the new training seminar.
I remember very well the CEO of that Company (attending previous year and this year) telling me: "....Dr. Carlo, when you will visit us next week, you will be amazed to see how we put into practice the Kaizen messages you gave us last year!"
Very intrigued, I asked (as I always do) if I could carry my Video Camera with me.
"Of course! You are welcome!"
So, company visit's day comes, and I am welcomed at the Company premises, then accompanied to the Board Room.
I was told the Kaizen "committee" would now start one of the weekly meetings on Kaizen improvements, as per "agenda" of the day. My comments would be welcome......
The day's item in the "agenda" was "How to improve and rationalize the distribution of toilet paper and other hygiene products throughout the Company (large-size Company - huge factory....).
Rather astonished, I kept quiet and started my video recording.....
Perhaps you won't believe me, but - for over 1 solid hour (my 1 hour Video Camera tape ran out.....) - the 12 persons in the "committee" debated and debated (in a rather well conducted team work) on "toilet paper" matters (from supply chain issues - to stock management, with great attention to "FIFO" practices - to factory-key-personnel in charge of giving "early warning" signals/notifications on each "area shortages" - etc. etc. etc.)!
I kept very quiet until the end of the meeting, but then grabbed my "stick" (and my 5 lbs hammer....) and started tapping on fingers.....
Over 1 hour of Kaizen meeting to deal with toilet paper internal distribution system (sigh), when they had many and much more important improvement items to deal with!!
They explained: "that was the 'next' item in the Kaizen Agenda.....".
Me: "and what about prioritizing?"
They: "....we prefer to deal with suggested improvements in the same order in which suggestions have been given, in order to give timely feed-backs to those making suggestions....."
Me: "throw away the Suggestion Box Scheme!"
They: "What? That's the way we involve people 'bottom-up', as you recommended......"
Me: "Perhaps I should explain again what 'bottom-up' really means, although I thought my message of last year (and case studies, and videos....) was rather clear..... - so: I shall explain again....." - which I did.....
YES, that could be the negative effect of "traditional Improvement Lists" and "Suggestion Box Schemes"....
Verified regularly over many years, in a dozen different Countries, in many, many industrial/business concerns......
That's where Lean Kaizen comes to the rescue, and that's why Lean Kaizen is so much needed!
The definition of Lean Kaizen is very similar to that of "traditional" Kaizen, but with a small "addendum":
Lean Kaizen means:
continuous, systematic, step-by-step improvement in the Lean direction (in a "bottom-up" style)
The small "addendum" is: in the Lean direction!
Which makes an enormous difference!!
Because, taking into consideration the Lean Direction:
-
Improvement now means: increase in Efficiency (core parameter of Productivity) and/or Effectiveness (core parameter of Quality) of a Process! (not of a vague "area"!)
-
Maximising the Process' output Value
-
While simultaneously minimizing/eliminating the "in-Process" Waste
Lean is the missing link, and the new key-word is PROCESS!
Under the Lean angle of view, Processes need to be improved! Processes fragmented and almost disappeared after decades of enforcing the First Industrial Revolution principles - Smith/Sloan/Taylor style (more »).
Processes full of "processing Waste" - Processes that MUST create output VALUE!
Processes that must become Lean!
With Lean Kaizen the direction for improvement becomes finally crisp and clear - priorities can be set - challenging improvement targets have meaning and foundations - bottom-up involvement can be easily generated among people with lean minds....
In every Organisation - besides the Central Process (the money generation process), there are Core Processes (those that "touch" the Client) and Support Processes (invisible to Clients, but essential to make the entire Organisation function) (more »).
Obviously, under the Lean Kaizen approach, Improvement must primarily be directed to Core Processes - although certain Support Processes may also deserve high improvement priority.....
Now - and only now - a real Improvement Plan can be made! A Lean Master Plan!
Everything required is there:
- ALL (at a certain date) Improvement Projects are listed: each of them has a clear, meaningful title
- With the necessary priorities, with the wanted sequence (i.e. you cannot launch a TPM Autonomous Maintenance project, unless you first provide the necessary training to the concerned operators....)
- With time durations for each project
- With a time-frame/schedule and a deadline for each project - NB: a deadline is vital: without it, an improvement project can last forever and ever.....
- With "milestones"
- Displaying the Improvement Team and the Team Leader for each project
- And attached: an estimated budget of costs - potential savings (= Waste eliminated) - and whatever necessary remarks
Wow, what a beauty!
All what is to be done, when, for how long, in what sequence, led by whom, costing how much, etc. etc.
All is there!
This is a true Lean Kaizen-style Plan.
What a difference compared to the "traditional improvement list" - maybe resulting from a "suggestion box" scheme! That meaningless list of items to be improved......
Lean Kaizen is the most essential ingredient of the Lean Management/Lean Thinking philosophies (more »): still today, there isn't a single Organisation in the entire world that can proclaim itself 100% Lean.
Lean is a permanently moving target, there is no end to a Lean Program; every bit and piece of every process can be perfected, Lean is an endless road.....
download this article
|
Lean Human Resources Management
by Carlo Scodanibbio

People.
People make the difference between failure and success.
Because only involved personnel, using creatively their brain and taking up responsibilities can enable an enterprise to face effectively the tough challenges of the years ahead....
For several decades we have created, in industry, a number of fake "factors of competitiveness": we have believed that, in order to compete and succeed, the secret would be financial strength, or commercial abilities, or modern technology, or management style, or ....
And people?
We have a bit forgotten about people and the vital importance af truly committed personnel.....
Certainly, we have dedicated some attention to people: we have adopted the most fashionable Human Resources Management discipline of the moment, and believed that either through MBO, or MBO II, or good Leadership, or Situational Leadership, or Quality Circles, or Total Quality Management, or Self-Directed Work Groups, or Motivational Talks, or .... we would inject into people sufficient or even strong motivation so that they would jump like crickets while producing or executing their job and perform like superstars..... neglecting that
.... we have gone into the new millennium with styles and approaches to people management conceived long time ago (over two centuries) by Adam Smith (the rather famous Division of Labour principles) and perfected during the last century (by Frederick Taylor with his Scientific Management System and - most intriguing - by Unions all over the world, with their aseptic and almost "freezing" approach to personnel performance).... rather "dated"....
Such style and approaches - adequate in the mid '90s - are, unfortunately, no longer suited to face the tough challenges of the years ahead....
The Lean Philosophy, based on Lean Thinking and Lean Management approaches (more »), comes to the rescue and finally puts in order the rather horrible mess that we have built over many decades in the field of People Management.
The Lean approach to HR Management - Lean Human Resources Management (LHRM) - is based on a number of core principles:
-
LHRM believes that people and only people will make the difference between failure and success of any organization
-
LHRM believes that people can grow professionally, perform well and be good value producers
-
LHRM believes there is no space in modern industry for Pygmalion Effect episodes: managers make their people and managers must believe in people and their capacity to perform well.
In order for people to change and grow, managers must change first and scrap their "traditional" misconceptions about personnel.
Consequently, the entire Organisational Structure must change: old, obsolete, "traditional" formulas need to be scrapped, replaced by healthy Lean principles.
-
Under the LHRM angle of view, people can and must be job satisfied.
To the purpose, organisations must create the necessary conditions by giving people space or areas of purpose within which empowered personnel can act, grow, perform, improve and regain pride and dignity usurped by decades of Labour Division and Paleo-Management - while enjoying their value-adding activities.
-
The key-word is empowerment.
Which, under the LHRM angle of view is never mere delegation nor simple transmission of decision-making power and authority - or, even worse, pure concession of benefits.
Empowerment means integral transmission to people of power to act and do, but associated with responsibilities and accountability.
This closes the circle: there can be little (or none) job satisfaction when there is no accountability and responsibilities are lacking, missing or undefined.
-
In practice, LRHM shuts down once and forever bottom-of-the-ladder tasks/jobs, single-skilling, single-functioning, simple tasks/jobs, and the like, targeting instead at job enrichment first, and then re-skilling, multi-skilling, multi-function jobs.
And - most important - highlighting the concept of process as opposed to the concept of task.
-
LHRM represents the foundation of the Second Industrial Revolution (as opposed to the First Industrial Revolution based on Smith/Taylor principles).
By re-discovering the somehow lost concepts of value and process (as opposed to the concepts of non-value-adding and task), the Lean Philosophy opens wide the door to high levels of industrial (and People) performance: gradually, through job enrichment first and then through solid re-skilling and multi-skilling, personnel (NB: at all levels!), individually and/or in teams, are inserted in simple then more complex processes, which they understand, which they own, for which they are accountable and fully responsible in respect of their output value, and which they are assigned to improve and perfect over time through Lean Kaizen practices.
Such approach can generally and definitely lead to pride and job-satisfaction.
The "traditional" approach, as opposed to the Lean approach, can be schematised as follows:
Lean Human Resources Management is the ultimate, logical development of TEI - Total Employee Involvement (more »), one of the core disciplines of the TPS - Toyota Production System.
Lean Process Engineering (more »), the Figaro Model and the Ice Cream Vendor Model (more ») have greatly contributed to set and give consistency to LHRM.
download this article
|
We Are Recovering From A Recession.... Are We?
by Carlo Scodanibbio
"They" say the bad news is now over and we start recovering from a Recession, the worst since 1929.
ARE WE REALLY RECOVERING?
Firstly, when did this so-called recession begin?
Someone says in 2008, with the explosion of the "financial bubble".....
Someone says it all began after September 11, when oil price started going up.....
And many others give many other explanations.
But, what is the real, bottom-line issue?
Well, consider: our grandfathers generally used to work hard all their life and generally retired at about the age of 65... Our fathers generally used to work hard all their life and generally retired at about the age of 65.... In our mature generation it is not rare to find many people still working hard even after the age of 65.....
And what happened approximately 10 years ago? Many young people pretended to get rich and retire young, at the age of, say, 35, just by gambling on the financial stock market!
Was this the origin of the financial bubble? Better to leave the answer to illuminate economists and university professors...
Yet, in this simple story, we can try to identify a very basic signal of what truly happened in the past decades and what gave birth to the complex, unstable, unpredictable, troubled world of yesterday and today.
What we are suggesting is that the "recession" issue is not only or primarily of financial, economical or political nature, but rather of a "cultural" nature.
No-one can deny that in the past few decades there has been a tremendous "values decay and loss": it's clear and tangible. Without invading other territories (religious, political, and the like), let's simply focus on industry and the business world in general.
If you ask a simple question to people with a job (any job: high / low skill - managerial / clerical / technical / labour - public or private sector
.) such as: "...what do you think while you drive or ride to work in the morning?", you will be amazed by the possible answers: "I listen to the news, listen to some music, watch the traffic, worry for another day at work, worry for the problems I got to tackle today, intrigued by the new secretary, fearing the new boss, etc. etc.".
But if you make your question a bit more specific such as: "...but do you happen, sometimes, to think of what you are going to do today at work to produce value for your clients and for your company and wealth for your family?", you will be horrified by the possible answers: "...clients? which clients? I don't have clients... I don't work in the commercial or marketing department... I work in the store, I press machines' buttons, I prepare delivery notes, I do accounts, I design electrical installations, I supervise a group of workers, I drive a truck, I write quality procedures, etc. etc. etc. - and: value? which value? I don't know anything about value.... I manage, I train, I assemble, I paint, I use my computer to enter data, I... etc. etc. etc. - and: wealth? which wealth? with the salary/wages they pay me I can hardly survive.... etc. etc. etc.".
Amazing? Horrifying?
Surely something is wrong or has gone wrong, because - at the end of the day - what does "work" mean? It seems obvious that working means producing value and wealth. That's why we work. It's only with human work that we can live, progress, civilise, and try to be better and feel better, isn't it?
And where is this simple but core concept gradually gone into in the past 50 years or so? Down the drain. Almost disappeared, and decaying even further by the day.
It has been gradually killed by:
- Adam Smith's and Frederick Taylor's principles of labour division, speciality division, single-skilling (often become de-skilling), scientific management systems, pyramidal organisational structures, bureaucracy, rules, procedures and top-driven-control.
It has been sustained by:
- Trade Unions paleo-practices based on stricter and narrower job descriptions and rigid remuneration/career schemes.
- Greedy/unscrupulous entrepreneurs delighted to exploit human resources for their benefit.
- Paleo-Management practices oriented to strict control of any sort and open only to supply specialised technical training to work forces if necessary...
- And others....
And it has been destroyed by false schemes of many sorts, according to which working individuals are not really responsible and accountable for their future and their destiny.
Along with such schemes, most working people, during the past 50 years or so, have started believing stronger and stronger that their future and their destiny depends upon:
1) the Organisation for which they work
2) the Unions
3) the Government
If something goes wrong, people believe it's not their fault, but someone else's fault...
With the net conclusion that in most private and public organisations world-wide the industrial culture of Personnel at all levels is rotating around the faulty motto "...I am not responsible for my life, my family's future, and my destiny - someone else is...".
Has all this got anything to do with the famous Recession they say is now over?
Surely it has.
When Organisations, Enterprises, Managers, Personnel at all levels, Unions and Public Institutions are not driven by healthy Value and Wealth generation principles anything can happen.
Many illuminate economists, politicians and university professors have somehow confused everybody by stating that Recessions (and Recoveries) are based on financial mis-management, oil crisis, China indiscriminate growth, etc. etc. But no-one has been heard - in the past 10 years or so - stating: "...people, it's time to go back to basics
it's time to roll-up again our sleeves and work and think harder
it's time to produce real Value and not fake Wealth... it's long overdue...".
Yes, it's primarily a Cultural issue. But no-one wants to admit it...
That's where the Lean Philosophy comes onto the scene and, possibly, may greatly contribute to the rescue.
Lean Thinking (or, Lean Management) have a number of main targets:
1) Maximisation of value to the customer
2) Drastic elimination of waste in all processes (core and support) that generate value for customers
3) Elimination or drastic re-dimensioning of all those processes (and functions) that do not contribute to generate value to the customers
4) Minimisation of all times required to provide value to the customers
5) Zero defects, errors and non-conformities
6) and many others
The above is achieved through cultural and organisational re-structuring of any Organisation, public or private:
- Re-skilling people at all levels
- Re-discovering processes and inserting multi-skill/multi-function people in value-generating processes
- Empowering people to improve continuously those processes in order to maximise their output value and minimise the inherent, residual waste
- Stimulating people to hard work, hard, creative thinking and continual growth
- Making people fully accountable and responsible for the value they produce - ultimately, for their life and their destiny
- Gradually changing remuneration systems on a merit/output-based fashion, as well as stimulating entrepreneurship at all level
- With utmost respect and care for: people, community, environment
The motto becomes: lean, mean, green.
Should these simple, core principles have been instilled and stimulated more intensively in the past 15-20 years both in the private and public sector (instead of suggesting fancy ideas of easy wealth) possibly we wouldn't have seen the Recession from which they say we are now recovering.
Should most entrepreneurs (instead of few) have embraced lean principles over 2 decades ago, we would be much better today.
Should the public sector have embraced lean principles over 2 decades ago, we would need no austerity measures and similar things.
But it did not happen.
So, are we really recovering now?
If we don't get a bit leaner, starting from the private sector (and hopefully with the public sector following a bit faster), NO, we are not recovering.
The negative change and decay will continue, possibly under different, and totally unpredictable camouflages.
To beat recessions and crisis, we'll need to "slaughter", to change skin, like snakes do.
We'll need to transform managers into coaches.
We'll need to "fabricate" a new breed of people, people driven by value principles and not by "job" principles.
People dedicated to re-conceive, improve and perfect the processes they handle, which they can understand, and for which they must become responsible.
People who enjoy working and producing value, proudly, and draw satisfaction from it.
New millennium craftsman in their workshops.
New millennium traders in their shop. In strict contact with their customers.
Empowered People to whom work-pride/passion and professional and work dignity, usurped by over a century of labour division and top-control practices, will finally be given back.
People who can think: lean (that's why the name: Lean Thinking).
It will take time. With everybody's commitment, much less.
And the time to go lean is NOW.
Dr Carlo Scodanibbio and Ing Joseph Micallef are presenting a number of Lean Training workshops in Malta, dedicated to both the private and public sectors, during 2013/2014, with an initial launching conference scheduled for the 11th October 2013. The title of the 2013/2014 Lean Training Programme is: "Recovering from a Recession".
Full details at
https://www.scodanibbio.com/malta2013/
download this article
|
Stupidity: a major obstacle to Lean Management
by Carlo Scodanibbio
So, your company has gone Lean, or is in the process of embarking in lean practices.
Maybe you are a manufacturer and implemented some Lean Manufacturing in your operational areas... Or you are a contractor, and are trying to deploy some solid Lean Project Management and Lean Planning in order to run more efficiently and effectively your contracts... Or, even greater, you have decided to restructure your organisation and embark in a company-wide Lean Management project..... Very positive indeed.
BUT: have you perhaps considered a potentially very serious draw-back capable of jeopardising and threatening your Lean Project in part or in full? Most probably or most definitely NOT.
Your very serious draw-back (and public enemy N. 1) is Stupidity!
Which deserves a comprehensive explanation.
Two things are infinite, the universe and human stupidity, and I'm not sure about the former.
[Albert Einstein]
HUMAN STUPIDITY
(Shamelessly copied or adapted from CM Cipolla & GF Livraghi - https://gandalf.it)
A subject not well known, not deeply studied, and possibly rather embarrassing. There are University departments for the mathematical complexities in the movements of Amazonian ants, or the medieval history of Perim island; but we have never heard of any Foundation or Board of Trustees supporting any studies of Stupidology.
CIPOLLA's BASIC LAWS and COROLLARIES
We are surrounded by stupid individuals in our daily life: as Carlo M. Cipolla states in his Stupidity First Basic Law
"Always and inevitably everyone underestimates the number of stupid individuals in circulation".
This Law may sound trivial, pessimistic, and even ungenerous.
It is a fact, however, that:
- many individual whom you had once judged rational and intelligent turn out at times to be horribly stupid
- and day after day, with unceasing monotony, you are harassed in your activities by stupid individuals who appear suddenly and unexpectedly in the most inconvenient places and at the most improbable moments to cause you aggravations, frustration, stress, hyper-cholesterol and even very serious damages.
Very recently, my wife was taking a brisk evening walk on the Marsascala (Malta) promenade. All of a sudden, she finds herself on the pavement, bleeding considerably from her head, with her shoes caught in a tangle of fishing line nylon string lying on the pavement.
Fortunately, someone passing by was so kind to help her stopping the bleeding, and rushed her to the nearest Emergency Unit for treatment.
In spite of the shocking night, the next day in the early morning we drove to the accident place. I made my investigations. That's what I discovered:
 
 
 
 
 
Fishing lines solidly tightened to the iron balustrade and bundled within its iron curls. Obviously, with just a little wind (or even breeze) they would fall on the pavement and constitute a rather serious hazard to walkers and joggers.
How do you call that? STUPID!
Is there any good reason for leaving those fishing lines there at night? I cannot think of anyone. Is there any benefit for whoever does that? I cannot think of anyone. And is there any possible loss that could be incurred by other passing-by pedestrians? Yes, plenty and serious.
And it would appear that the local Municipality cares mores for doggie-does than for pedestrians' safety...
This leads to the most important (the Third) Basic Law on Human Stupidity:
"A stupid person is a person who causes losses to another person or to a group of persons while himself deriving no gain and even possibly incurring losses".
From solid researches I have made, this seems the most appropriate (if not the only) definition of stupidity.
As Cipolla says: "Our daily life is mostly, made of cases in which we lose money and/or time and/or energy and/or appetite, cheerfulness and good health because of the improbable action of some preposterous creature who has nothing to gain and indeed gains nothing from causing us embarrassment, difficulties or harm. Nobody knows, understands or can possibly explain why that preposterous creature does what he does. In fact there is no explanation. Or better there is only one explanation: the person in question is stupid."
Cipolla (and very few other authors, like GF Livraghi and J Welles) brought some light into the Stupidity phenomenon: Cipolla also invented the Stupidology Graph.
We all deal with people, we all have human transactions.
Each one of us has a "current" balance with other people.
From action or inaction each one of us derives a GAIN or a LOSS from someone else - likewise, each one of us cause a GAIN or a LOSS to someone else.
GAINS and LOSSES may be accounted for in Dollars or Francs, if one wants. But one has to include also psychological and emotional rewards and satisfactions (GAINS) as well as psychological and emotional stresses (LOSSES) [This last type of GAINS and LOSSES are intangibles and very difficult to measure according to objective standards...].
To clearly determine GAINS and LOSSES, one has to consider the point of view of the recipient of an action or initiative carried out by someone else!
GAINS and LOSSES consequent to Human Transactions (actions, inaction, decisions, initiatives) can be conveniently charted on a graph.
The acting initiative of an individual may cause:
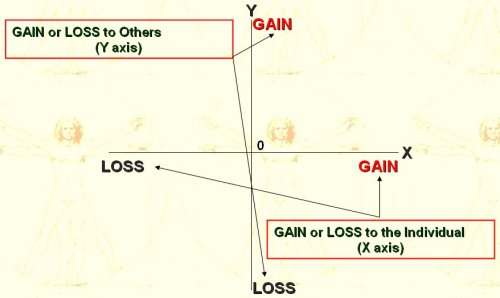
The consequences of an individual's action/s may be plotted on the Stupidity Graph thus classifying the individual's 4 main behaviours:
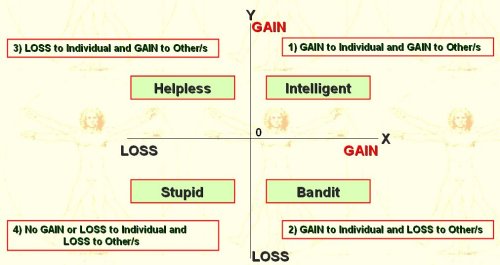
The 4 main human behaviours are rather self-explanatory.
Some individuals act prominently and regularly in an "intelligent" way, producing gains for themselves and for others.
Some individuals act often or regularly in a "helpless" fashion, causing gains to others and losses to themselves.
Some individuals act occasionally or regularly as "bandits", producing gains for themselves but causing losses to others.
And some individuals act occasional, or regularly or prominently as "stupids".
The key issue is "consistency". Most people do not act "consistently".
Under certain circumstances a certain person acts intelligently and under different circumstances the same person will act helplessly. And so on.
A Helpless Person may occasionally behave intelligently and on occasion he may perform a bandit's action. But since the person in question is fundamentally Helpless most of his action will have the characteristics of helplessness. Thus the overall weighted average position of all the actions of such a person will place him in the Helpless quadrant of the Stupidology graph.
Likewise, an Intelligent Person may well act stupidly at times, though generally and with consistency acting intelligently...
People behaviours, therefore, can be "situational": associated to a "dominant" approach or behaviour, there can be, at times, some overtones of other approaches/behaviours.
However, some special considerations have to be made with regard to the BANDIT and the STUPID.
The PERFECT BANDIT is one who, with his actions, causes to other individuals LOSSES equal to his GAINS (if a thief robs you of 100$, you loose 100$ and he gains 100$).
Unfortunately the "perfect" bandits are relatively few. Some bandits (also very few) somehow fall in the Bandit area close to the Intelligent area: they are Intelligent Bandits (a very rare species). Most bandits, in fact, fall in the Bandit area close to the Stupid area: they are Stupid Bandits (Criminals, cruel Dictators, etc.) who cause to others great losses, far superior to the gains they yield to themselves.
The frequency distribution of the Stupid People is totally different from that of the Bandit.
Stupid People are heavily concentrated along one line, specifically on the Y axis below point O.
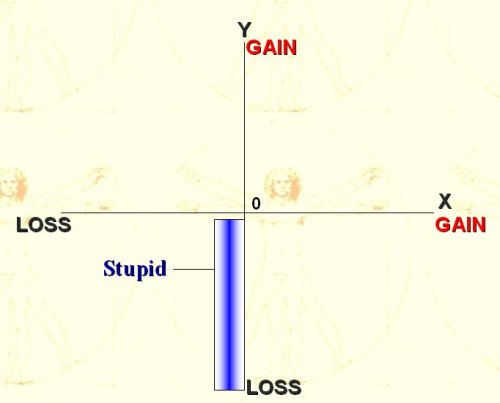
The reason for this is that by far the majority of Stupid People are basically and unwaveringly stupid. In other words, they perseveringly insist in causing harm and LOSSES to other people without deriving any GAIN (and also any LOSSES).
There are however people who by their improbable actions not only cause damages to other people but in addition hurt themselves.

They are a sort of Super-Stupid who, in the Stupidology Graph, will appear somewhere in the area S to the left of the Y axis.
Stupid People vary enormously in their capacity to affect their fellow men: some Stupid People normally cause only limited LOSSES, while others egregiously succeed in causing ghastly and widespread damages not only to one or two individuals but to entire communities and societies.
Unfortunately, many Stupid People cause enormous damages to humanity because of their Position of Power (among Bureaucrats, Generals, Politicians and Heads of State one has little difficulty in finding clear examples of basically-Stupid Individuals whose damaging capacity was - or is - alarmingly enhanced by the position of power which they occupied/y).
Essentially Stupid People are dangerous and damaging because reasonable people find it difficult to imagine and understand unreasonable behaviour.
When confronted for the first time with the Third Basic Law, rational people instinctively react with feelings of scepticism and incredulity. The fact is that reasonable people have difficulty in conceiving and understanding unreasonable behaviour.
An Intelligent Person may understand the logic of a Bandit.
The Bandit's actions follow a pattern of rationality: nasty rationality, but still rationality. The Bandit wants a plus on his account. Since he is not Intelligent enough to devise ways of obtaining the plus as well as providing you with a plus, he will produce his plus by causing a minus to appear on your account. All this is bad, but it is rational and if you are rational you can predict it and set-up a line of defence.
On the other hand, a Stupid Creature will harass you for no reason, for no advantage, without any plan or scheme and at the most improbable times and places. You have no rational way of telling if and when and how and why the Stupid Creature attacks. When confronted with a Stupid Individual you are completely at his mercy: because the Stupid Person's actions do not conform to the rules of rationality. Hence:
a) one is generally caught by surprise by the attack
b) even when one becomes aware of the attack, one cannot organize a rational defence
because the attack itself lacks any rational structure.
Cipolla's Third Basic Law corollary:
It is absolutely impossible to foresee a Stupid's actions.
Cipolla's Fourth Basic Law:
Non-stupid people always underestimate the damaging power of stupid individuals.
Through centuries and millennia, in public as in private life, countless individuals have failed to take account of the Fourth Basic Law and the failure has caused mankind incalculable losses.
Cipolla's Fifth Basic Law:
A stupid person is the most dangerous type of person.
Cipolla's Fifth Basic Law corollary:
A stupid person is more dangerous than a bandit.
Livraghi's Second Corollary:
Wen the Stupidity of one person combines with the Stupidity of others, the impact grows geometrically - i.e. by multiplication, not addition - of the individual Stupidity factors.
This explains the well-known fact that crowds as a whole are much more stupid than any individual person in the crowd.
Stupid behaviour and thinking tend to reproduce and multiply so dangerously that the contagion can spread to otherwise intelligent people when they don't realize how they are influenced by collective stupidity.
Stupidity, as an aggregate, has more consistency and continuity than other human attitudes.
Livraghi's Third Corollary:
The combination of Intelligence in different people is more difficult than the combination of Stupidity.
Stupidity is brainless - it doesn't need to think, get organized or plan ahead to generate a combined effect.
The transfer and combination of Intelligence is a much more complex and delicate process.
Stupid People can combine instantly into a super-stupid group or mass, while Intelligent People are effective as a group only when they know each other well, are experienced in working together and share common targets/direction and operational methods.
The creation of well-tuned groups of people sharing intelligence can generate fairly powerful anti-stupidity forces, but (unlike stupidity bundling) they need organized planning and upkeep...
...and can lose a large part of their effectiveness by the infiltration of stupid people or unexpected bursts of stupidity in otherwise intelligent people...
Communities, Organizations and Enterprises with a highly-distributed intelligence factor, are likely to have greater opportunities for long-term survival... ...but for this to be effective we must avoid the potentially devastating short term impact of shared stupidity, which (unfortunately) can cause major damage to large numbers of non-stupid people before it self-destructs...
Another dangerous element in the equation is that the Machinery of Power tends to place at the top of the pyramid people who care more about their own advantage (and the interests of restricted groups) than about the well-being of everyone else - and they, in turn, tend to favour and protect Stupidity and keep true Intelligence out of their way as much as they can.
While the power of Stupidity is insidious and dangerous in all its ways, even more harm is caused by the Stupidity of Power.
STUPIDITY AND ITS ALLIES
A list of allies, friends and relatives of Stupidity would be very long.
Obviously, these attitudes and behaviours combine with each other (and with Stupidity) in countless ways. The effect tends to multiply rather than just add.
Three very relevant allies of Stupidity are: Ignorance, Fear and Habit.
There seems to be a mutual attraction. Fear can be bred by Ignorance - and vice versa. Habit is often the nourishment (or the excuse) for Ignorance and Stupidity. It isn't unusual for all four to join forces. And it's quite obvious that they all can be (deliberately or not) exploited by whoever has the leverage to do so (Power), but also other people can gain an advantage from someone else's Ignorance, Fear, Habit (and even Haste).
There is no direct and linear connection between Ignorance and Stupidity. But when they combine and interact the result can be awful. Of course, not all Ignorant People are Stupid and not all Stupid People are Ignorant.
It's a common mistake to confuse Stupidity with Ignorance - they are very different.
And so are Intelligence and Knowledge.
There can be very stupid people with lots of "notions" as there can be poorly informed, or scarcely educated, people with a high level of effective intelligence.
One of the worst forms of Ignorance is the "assumption of knowledge".
The more I know, the more I know that I don't know.
[Socrates]
As in the case of Stupidity, things get worse when these attitudes (Ignorance, Fear, Habit) are shared.
Ignorance spreads faster than Knowledge.
Prejudice and misinformation, as well as ridiculous nonsense, are often taken as "true" just because they are widely repeated.
Fear becomes catastrophic when it's shared by a "mass": large numbers of people in a frenzy of fear (or anger) can be extremely dangerous.
Social or group Habits often become mindless obedience, mental slavery, with results ranging from boring monotony to harmful behaviour or serious crime.
There are many other unpleasant "friends" of Stupidity and Ignorance: Arrogance, Presumption, Egotism, Selfishness, Envy, Carelessness, Servility, Imitation, Gossip, Prejudice, Meanness, Unwillingness to listen and to understand
etcetera
lurking almost everywhere in human behaviour and communication.
When we find ways of being a bit less Ignorant, less Scared, less conditioned by Habit, and more Curious, we have a better chance of being less Stupid - and thus more helpful to other people, as well as more comfortable with ourselves.
I keep six honest serving-men,
they taught me all I knew.
Their names are What and Why and When,
and How and Where and Who.
[Rudyard Kipling]
STUPIDITY AND LEAN MANAGEMENT
(Fully developed by Carlo Scodanibbio)
Core Concepts and Targets:
- Value. Maximise Core and Support Processes' output Value
- Waste. While simultaneously eliminating or reducing Processing Waste
Human Stupidity does represent a major obstacle in the achievement of the main Lean targets.
Converting the Stupidology Graph (ex Third Basic Law), into a Lean Stupidology Graph:
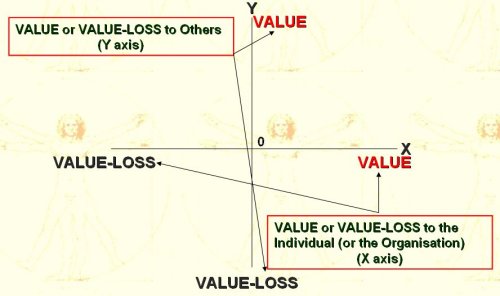
In this graph, besides an individual's action, we now consider also a "corporate" action (at Organisation's management level).
Instead of a "generic" Loss, we now consider a VALUE-LOSS (which may also be pure WASTE).
The consequences of an individual's or a corporate action/s may be plotted on the Lean Stupidity Graph thus classifying the 4 main behaviours (of an Organisation or of individuals in an Organisation):
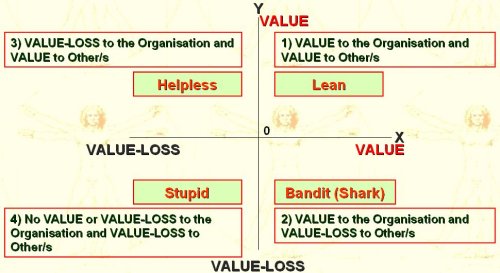
Some remarks:
- VALUE and WASTE are as typically defined by Lean principles.
- VALUE-LOSS means either: insufficient or decreased VALUE (to the Customer and/or the Organisation) consequent to any form of non-lean processing.
Typical examples: inadequately engineered product/service - unclear definition of requirements - non-timely responses - and the like.
- In the Intelligent (LEAN) Quadrant fall Lean actions and initiatives (targeting at maximising Value to Customers - and to the Organisation through waste reduction) both at individual and corporate level.
This applies both to "Traditional" and "Lean" Organisations. It includes all typical Lean Management initiatives.
Interesting to note that also "Traditional" Organisations may behave in an Intelligent, Lean fashion, when they are strongly customer-oriented and customer-focused, and simultaneously try to get organised in an efficient-as-possible way.
Although the overall results are far from being "lean" (with regard to reduction of "traditional waste"), still the overall corporate approach falls in the INTELLIGENT quadrant.
- Initiatives targeting at "own" VALUE with simultaneous VALUE-LOSS for the Customer, or the Organisation (or both), fall in the Bandit Quadrant. These actions may be taken at Individual or Corporate level.
Individual initiatives include, for example: employees robbing or pilfering - intentional sabotage for own scope - employees cheating customers for own benefit - etc.
Corporate initiatives' examples: cheating or defrauding customers ("Shark's" behaviour) - malicious gossip about Competitors - etc.
- HELPLESS initiatives are well likely to take place both at Individual or Corporate level (in both "Traditional" and Lean Organisations).
In practice they result in VALUE-LOSS for the Organisation and benefit for other Stakeholders.
Individual initiatives include, for example: misinterpreting terms and conditions of Clients and Suppliers - granting special concessions for no reason - managers unable to get collaborators to be productive - etc.
Corporate initiatives' examples: making excessive concessions, promises, etc. to clients - selecting unintentionally unreliable or cheating suppliers - granting excessive discounts by mistake - etc.
Closer to the Intelligence side, Helpless initiatives may be undertaken for promotional/marketing reasons (such as entering a manufacturing contract with a special discount in order to capture a new client).
- STUPID initiatives happen systematically and regularly both at Individual or Corporate level (in both "Traditional" and Lean Organisations).
Such initiatives may go un-recognised and un-detected (most likely), and only few of them - in hindsight - will surface and reveal their detrimental impact. All features of Stupidity apply.
Stupid initiatives generate WASTE, VALUE-LOSS or both: internally and/or externally - immediately or with a delay - with consequences that are generally overlooked, under-estimated or ignored...
MAIN ITEMS OF STUPIDITY IN "TRADITIONAL" ORGANISATIONS
An interesting, shocking, initial observation is that all main items of WASTE - as well Illustrated by Lean Management - are somehow caused, directly or indirectly, by sheer Stupidity and/or by its Allies.
In traditional Organisations, WASTE exists, persists and proliferates because:
- IGNORANCE: of Lean Methods and their potential
- Management ARROGANCE: "...we know too well how things must be organised..."
- HABIT: "...we've been doing so well, so long in this way..."
- FEAR: of changing, of trying and testing new avenues, of making mistakes...
- Desperate need to CONTROL (a by-product of POWER...)
In traditional Organisations, VALUE-LOSS materialises as:
- MISSED PROFITS: consequent to poor overall processing Productivity
- Missed OPPORTUNITIES: consequent to lack of magnification of VALUE to Customers - and of unexploited internal, Human potential
- Missed COMPETIVENESS: consequent to inadequate, output VALUE components (Time, Quality, Service...)
- Excessive COSTS: associated with Bureaucracy - Control - mis-management - paleo-management - elephant-type structure - hastily decisions in boom times - hastily, wrong decisions in recessive times...
What is this, if not pure Stupidity, with all its Allies and Relatives in action?
MAIN ITEMS OF STUPIDITY IN LEANER ORGANISATIONS
Unfortunately, Organisations "leaner" than "traditional" ones or gradually moving to leaner status are not exempt from the plague of Stupidity.
To begin with, phenomena of WASTE and VALUE-LOSS are still present, even if some strong actions to reduce / eliminate them are being undertaken.
BUT: this is not stupid at all! A very substantial difference is that, in a Leaner Organisation, Waste and Value-Loss awareness is much greater than in a traditional Organisation. Moreover, Intelligent, Lean initiatives are being taken!
However, while advancing in the Lean road, novel, never-seen-before items of Stupidity may surface!
- RESISTANCE and RELUCTANCE to begin with! The "old" DNA is still alive and kicking, and may show up at the most unlikely and inconvenient time up with a novel, unseen before, disguise (especially with regard to "traditional" managers).
- Even the most convinced and lean-fanatic Top Managers are not exempt from stupid initiatives during a Lean Transition!
- Likewise, key employees will reveal their "never-seen-before" Resistance/Reluctance - in spite of their fully declared love for Lean practices - by coming up with the entire dictionary of excuses ("I forgot" - "I had no time" - "I was too busy" - "I thought it was not up to me" - "I got no instruction in this regard" - etc.).
Therefore, the Leaner Organisation now faces a new challenge. Besides fighting hard to introduce Lean methods, a new, major task is assigned to top Lean drivers: "identify the Stupid Persons in the Organisation and take actions to counterbalance or mitigate their destructive force".
While assuming that in an Organisation going Lean there are remarkable clusters of built-up Intelligence (active and involved Lean Project Teams) it is a fact that a fraction "sigma" of Stupid Persons still exists and acts within the Organisation, ready to strike at the most unpredictable time.
SOME HINTS & TIPS TO FIGHT STUPIDITY (LEANER COMPANIES)
- Identify STUPID BANDITS, if any, and get rid of them as fast as possible
- INTELLIGENT BANDITS, with overtones of Intelligence, may instead be very valid Personnel, especially in Sales, Marketing, PR, etc.
- Identify HELPLESS People and classify them. H1 persons (closer to the Intelligent quadrant) can be made grow through dedicated training. H2 persons (closer to the Stupid quadrant) constitute a big question mark...
- Identify STUPID Persons (by observing their behaviour with great attention) - classify them. Most probably, in a modern, Leaner Organisation, there will be neither Super-Stupid Persons nor predominant-Stupid Persons. There will rather be some Helpless Persons with overtones of Stupidity, as well as many Intelligent People with "frequent" or "substantial" overflows of Stupidity.
The issue is how "frequent" (recurring) and how "substantial" (intensity) are these episodes of Stupidity!
- Pay great attention to any Bureaucrat's approach! Most probably, behind a Bureaucrat, there is an overtone of Stupidity (acting frequently and systematically).
- Pay great attention to any excessive or intensive CONTROL-driven approach. What sits behind it is probably a Paleo-Manager mentality (maybe associated with some tendency to Bureaucracy and/or - even worse - some inclination to POWER or Autocracy): anyhow, some Stupidity is present.
- Pay great attention to "failures" of any sort, analysing them systematically with the 5Why tool. High % of similar failures are probably caused by some stupid action hidden behind complex processes.
- Investigate closely any recurring episodes of "missed deadlines" (the classic excuse being "because too busy"). Here there is a signal of non-intelligence (since skipping deadlines is originated by inadequate planning). So, if it is not "sabotage", it's stupidity in action.
- A Lean Project Team represents an "INTELLIGENCE-CLUSTER". Build up as many of them as possible (Teams and sub-
Teams) and request performance in the form of Lean Improvements. Built-up Intelligence is the best antidote to Stupidity!
- Likewise, stimulate Creative Thinking company-wide. Stir-up troubles, intentionally if necessary, and provoke thinking. People busy
thinking creatively have less time to fall into Stupidity traps!
- Pay great attention to "non-listeners" or "excessive-talkers": because behind it...
- Stimulate Curiosity, and create a "Learning" environment. Observe: who falls behind?
- Cut "Complexity" to its roots and beneath, and request exasperate "Simplicity" at all times. Observe: who falls behind?
- INTELLIGENT MISTAKES MANAGEMENT!! The Lean road is full of mistakes, of trial-and-error initiatives, and possibly of some failed Pilot Projects. THIS MAY HAPPEN
What is vital, is to learn from Mistakes of any sort and magnitude. Actually, making some deliberate mistake through a "CONTROLLED-RISK" approach (Controlled Risk = the risk associated with the consequences of a failure cannot be greater than...) is a LEAN behaviour!
- Be extremely careful when entering into agreements or anyhow associating with Stupid Employees of your Clients or your Suppliers.
Traditional Organisations may have a massive amount of Stupid Employees (according to the STUPIDITY OF POWER Corollaries): dealing with them may prove nefarious!
- Under this angle of view, it might be wise to conduct a "stupidology analysis" of key representatives of your service providers, clients, suppliers, associates, etc.
- Last (actually: first), if you are a Manager or a Top Manager, please do some regular "stupidology analysis" of your own actions, decisions and initiatives. Knowing your own stupid behaviours may represent the starting point of fighting more effectively any form of Stupidity within your Organisation
GOOD LUCK!!!
download this article
|
Companies Changing Hands - The Lean Approach
by Carlo Scodanibbio for Di-Ve.com Malta
Private Enterprises do change hands.
While a "traditional" approach by the Organisation taking-over the enterprise considers mainly financial/economical, commercial and operational aspects, the Lean approach takes into great consideration also the impact on Human Resources affairs brought up by the change.
What happens when a New Management inherits employees used, most likely, to a different style and set to a "previous" old way of doing things?
Generally, when an enterprise is sold to new owners or merges with another, controlling Organisation, the crucial factors that come under scrutiny are the financial/economic ones - and possibly some others. The "people" issue is most often neglected, overlooked and underestimated.
The people issue requires a deeper analysis.
ORGANISATIONAL STRATEGIES/STRUCTURES: THE 4 INDUSTRIAL MODELS
In our short industrial history we can identify 4 main models of industrial enterprises in respect of their overall Organisational Strategy and associated Structure. To make a simple scheme let's consider two main parameters:
1 - The INTERNAL ORGANISATION
2 - The RELATIONSHIP WITH THE MARKET
1 - INTERNAL ORGANISATION: historically, we can identify two main (extreme) approaches:
- product/organisation oriented
[The main attention is to the product (or service) - The Organisation is seen as a tool to produce products or services - The Organisation is well structured (functions, duties, responsibilities, authorities) - Activities are rational, logic, systematic, standardised - Bureaucracy is alive and kicking - People Motivation: medium/low]
- process/people oriented
[The main attention is to the business process and to people (groups) managing/involved in processes - The Organisation is more flexible, with an "entrepreneurial" type of management and activities - This is a Group-oriented, "Learning Organisation" - There is little bureaucracy or none at all - People Motivation: high]
2 - RELATIONSHIP WITH MARKET: historically, we can identify two main (extreme) approaches:
- operations oriented
[The Market is seen in the background, or anyhow "far" - Reactions to Market's changes consist, mainly, of change/improvement of "technology" and/or change/improvement of product/s - The strength is "Know-how" (Product - Technology)]
- market oriented
[The Market is "in" the Enterprise - The Market and Market changes are detected and analysed - The tendency is to define Market's needs and localise opportunities - The strength is in the ability to reap & manage opportunities]
By combining the 4 main "approaches" we find the 4 main industrial models:
Model A: FUNCTIONAL-TAYLORISTIC - PRODUCT-OUT
This is the industrial Model typical of the years 50s - 60s in the West.
It is product/organisation oriented and operations oriented. It's the paleo-enterprise (old-world enterprise). Its doors are closed. They are opened only to deliver product to the market. As demand exceeds supply, the Market is unsaturated, static, well predictable.
The Model is called FUNCTIONAL-TAYLORISTIC because is based on functions and on Taylor's Scientific Organisational System (Planning - Control - Rules).
It's called PRODUCT-OUT because the main concern of this model of enterprise is to produce enough product to satisfy demand.
Model B: MARKETING-ORIENTED - PRODUCT-IN
This is the industrial Model typical of the years 60s - 70s in the West.
It is product/organisation oriented but market oriented. It's the "Marketing" Enterprise, that starts seeing a "saturated" Market and changes in the Market. Consequently, it opens its door and goes out for a walk in the Market, to see what is happening, and decide accordingly.
For this very reason this Model is called MARKETING-ORIENTED. It's called also PRODUCT-IN because it's now the feed-back from the Market analysis (Market Surveys - Advertising/Promotion) that contributes to decide about what to offer to the Market.
Model C: INVOLVEMENT - PROCESS-IMROVEMENT
This is the Industrial Model typical of the late 70s - 80s in the East (Japan).
It is operations oriented and process/people oriented. This is the Improving Enterprise, the enterprise that understands the primary importance of processes and people in processes.
However, its relationship with the market is still old-style. The main attention is to the operations that produce a competitive product, competitive in terms of quality, cost and time-to-market.
The market is there, a bit "blurred" in the background. The market exists, created by the (western) competition. The target is to beat the competition through "superior" operations.
This is the Just-in-Time era, with a strong support by TPM - Total Productive Maintenance, TQM - Total Quality Management, QFD - Quality Function Deployment and TEI - Total Employee Involvement.
The Model is called INVOLVEMENT - PROCESS-IMPROVEMENT because it is through high involvement of people that processes (mainly operational processes) are improved, kaizen style.
Model D: VENTURE - MARKET-IN
This is the world-class, Lean Industrial Model, structured mainly in the West and diffused world-wide, starting from the early 90s.
It is market oriented and process/people oriented. This is the world-class Enterprise, the Lean enterprise that lets "pull" all its processes by the Market, and perfects them to high levels of value generation. Its approach to the Market is "new-world" as it is its approach to process management.
This is the Lean Management and VAM - Value Adding Management era, where VAM is deployed and applied via lean approaches. Lean Manufacturing, Lean Project Management and Process Engineering are typical of this era.
The Model is called VENTURE because of the "entrepreneurial" style of process management. It is called MARKET-IN because the enterprise's doors are fully open and in direct communication with the Market, that literally "invades" the enterprise.
As already said, the above classification is based on "extremes".
Thus, the 4 "ideal" models as described would fall on the respective outer corners of the grid.
In reality, enterprises are living "organism", in a delicate equilibrium of people, methods, technology, culture, policies...
An enterprise willing to understand to which "Organisational" Model it belongs should consider many functional/operational areas and "scan" and assess all of them. Suitable questionnaires are available for the purpose.
At least the following "areas" should be considered:
- The INDUSTRIAL CULTURE area
- The RELATIONSHIP WITH THE MARKET area
- The RELATIONSHIP WITH CLIENTS area
- The MANAGEMENT AND GENERAL ORGANISATION area
- The RELATIONSHIP WITH EMPLOYEES area
- The OPERATIONAL STRATEGIES/PRACTICES area
- The RELATIONSHIP WITH SUPPLIERS area
 By considering, for each area, several "features" typical of the 4 "extreme" Models - and by comparison and simple interpolation - an overall "score" representative of each area is obtained and marked on the grid.
By considering, for each area, several "features" typical of the 4 "extreme" Models - and by comparison and simple interpolation - an overall "score" representative of each area is obtained and marked on the grid.
The resulting "shape" is just an indication of where an enterprise is positioned with regard to its Organisational Strategies, in respect of the 4 ideal, "extreme" Industrial Models.
So, it has a limited value. But the thinking process associated with the exercise is extremely valuable.
By carrying out the "scanning" assignment, enterprise's key people start visualising where they are, where they sit, ad what are the implications of the resulting "positioning".
Many output "shapes" are possible. Generally, the resulting shape is a mixture of 2 and even 3 Models, a hybrid Organisational situation.
 Only in rare instances one finds in an enterprise very atypical organisational features (like, for instance, features of all 4 extreme Models, scattered over the 4 quadrants of the grid, and close to the outer corners). In such cases, either the scanning exercise has been mis-interpreted, or the enterprise belongs to a very rare species....
Only in rare instances one finds in an enterprise very atypical organisational features (like, for instance, features of all 4 extreme Models, scattered over the 4 quadrants of the grid, and close to the outer corners). In such cases, either the scanning exercise has been mis-interpreted, or the enterprise belongs to a very rare species....
In the majority of cases, "traditional" enterprises show features of Model B, with a feature or two of Model C and possibly a feature or two of Model A. But the overall shape is rather "central" in the grid.
Only few "traditional" enterprises show Model-specific features. Their Organisational Strategies "shape" is well positioned within a quadrant:
"World-class", Lean enterprises (few, unfortunately) show well "condensed" shapes, positioned in quadrant 4, or 3 and 4:
With the proviso that a "scanning" exercise of this nature can only supply an "indication", the tool is still very useful.
Enterprises still "traditional" in their Organisational Structure can have a good "thumb-suck" indication of the "gap" to be filled to jump to quadrant 4 (possibly "via" quadrant 3.....).
Besides, enterprises can understand in a simple/easy way how "hybrid" is their present status. A very hybrid situation is not potentially fit to make a jump to upper levels. A rather hybrid situation can instead be changed into a more homogeneous shape, before making jumping exercises.
Finally, the "scanning" tool can be perfected. By increasing the number of areas under scrutiny and the zoom-in level, this tool can produce very valid and rational results.
ORGANISATIONAL STRATEGIES AND HR MANAGEMENT STRATEGIES
Knowing where an enterprise is situated with its Organisational Structure can be extremely helpful in defining/perfecting also the enterprise's Human Resources Management strategy, core point in any Performance Management and Improvement initiative.
We shall see (a bit further down) that knowing the Organisational Strategies and Structure of an existing enterprise is vital when it changes hands.
Having defined the main Industrial Models in respect of their Organisational Strategies, it's easy to allocate to the various quadrants of the grid the "most fit Human Resource Strategy under the circumstances".
For instance, for an enterprise falling in the Model A quadrant (FUNCTIONAL-TAYLORISTIC - PRODUCT-OUT), it's easy to conclude the most fit HR strategy is based on a "Paleo" (old) style of HR Management (autocratic, paternalistic, bureaucratic - based on strictest control......):
Actually, the area of deployment for this style of HR Management spreads a bit also over quadrant B.
Considering the main HR Management disciplines in industrial history, it's rather easy to identify the areas of suitability of MBO - Management by Objectives:
and of the so-called MBOII - Management by Objectives II:
TEI - Total Employee Involvement (the leading HR Management Strategy for high-calibre enterprises moving gradually to Lean status) is well fit and adequate for enterprises of the right zone of the Organisational Strategies grid:
Having made the above considerations, it's easy to conclude that, for every (theoretical and real) Industrial Model there is a HR Management Strategy optimal and most fit under the circumstances.
To begin with, all "traditional" enterprises should assess the validity of their current HR Management Strategy in relation to their overall Organisational Strategies, and ensure there are no major hybrid situations, or conflicts, or clashes...
This will assure, at least, a better overall functional effectiveness.
And "traditional" enterprises willing to move into the world-class, lean area (right quadrants of the grid), can do so after putting, if necessary, their "house" in order.
Putting things in order means : removing "braking forces" - "re-thinking" the enterprise culture, values, principles, objectives... - means reviewing the enterprise's approach to market and clients - means rationalising the overall product/service development area - and means streamlining the enterprise's processes - and means reviewing people position in those processes - means educating, training, and forming people - means making step-by-step experimental tests and launching pilot, lean projects - means instilling gradually new culture, new spirit and showing to people new horizons...
In this way, the shift to the right zone on the Organisational Strategies grid is gradual, continuous, regular, integrated, painless... but it takes time!
Cultural changes are the main limiting factor. Time is necessary. The shift is a "medium" term project (2 to 5 years, depending on circumstances).
But Total Employee Involvement can, in this way, be introduced and made take-off.
How painless is the process?
It might be rather painful for "strong-Model-A" enterprises. It is somewhat painful for Model-B enterprises. And it is less and less painful for "central-zone" enterprises.
In all cases, the road to world-class, lean status will leave behind a few casualties. Not everybody will be able to adapt to this kind of change...
HR MANAGEMENT - CONSIDERATIONS
Having illustrated the importance of understanding own Organisational Strategy/Structure (which is generally very vague in "traditional" enterprises), let's make some considerations.
Every enterprise has a HR strategy, even if not well defined, structured and formalised. QUESTIONS:
- Is it in-line with the overall Organisational & Operational Strategy (Effectiveness)?
- Or only partially coherent (Partial Effectiveness)?
- Or, is it clashing (Ineffectiveness)?
- Does such strategy show continuity?
- Or, is it irregular - scattered - "jumping to extremes"?
- Is such strategy "global" (company-wide)?
- Or is it fragmented "per department" (hybrid situation)?
"...the worst thing that could possibly happen to an enterprise and its employees is the adoption of an ineffective HR Management strategy......"
Unfortunately, this worst scenario happens most often in many "traditional" enterprises.
Episodes of Paleo-Management may happen in practically all enterprises, especially when things get tough and times are turbulent: that's when Top Management becomes very autocratic (indiscriminate cost-cutting exercises - retrenchments - 4-days week - and the like...)
MBO and MBOII are still alive and kicking also in enterprises that proclaim themselves world-class, lean. They are not!
When an enterprise is structured "per departments", each Head of Department most probably and most often adopts a HR Management Strategy best fit to his/her past experience, style and behaviour. With the net conclusion that people are managed "per department" - with consequences such as: people making comparisons and wishing to be transferred to another department where management is softer, or more democratic, or tolerant, or...
And if we give the title "progressive" to a manager or employee with right-quadrants culture and behaviours, and the title "traditional" to a manager or employee with left-quadrants culture and behaviours, how many small and big "clashes" (mis-understandings - mis-alignment - arguments - and the like) take place every day in any enterprise? Every progressive/traditional or traditional/progressive manager/collaborator relationship may give origin to some form of "clash".
We can illustrate schematically the above.
Example 1.
Relationship between "traditional", old-style Manager and "progressive", new-world employee.
This relationship can only give origin to frictions, mis-understandings, mis-alignment, arguments and even strong clashes.
Why? Because there is a "mis-match" between behaviours, approaches and expectations - as well as perceptions - of Manager and Collaborator.
Can a situation like the one described above actually materialise in reality?
Definitely yes, and more often than one thinks.
Just imagine a rather progressive, high-tech enterprise, where the mottos are: team-work, empowerment, attention to process and process' output (results), self-driven and self-motivated employees, etc.
Let's say that this enterprise, in order to expand in a certain high-tech fields, recruits a new R&D Manager with long, specialised experience as required by the nature of the job. It is well likely that the new R&D Manager will be a "mature" person, with first-class technical qualifications and experience, and with his own managerial "style", built-up over the years.
Once appointed, the new R&D Manager will definitely attempt to enforce his "traditional" management style (bureaucracy - control - job descriptions - reports - procedures - discipline - time sheets - etc.) onto rather "progressive" employees as described above.
And what will the net conclusion be? Clashes.
Most probably, the majority of his employees will start looking around for another job...
And let's see the opposite situation.
Example 2.
Relationship between "progressive", new-world Manager and "traditional", old-style employee.
Also this situation is very likely to generate "clashes" as above, but of different nature.
And also this situation can well materialise in reality.
In an enterprise of very old style - never mind to which industrial sector it belongs - a new "progressive" manager is recruited (according to the principle of bringing new "lymph" into the system). Generally the person is "young", with some experience (of progressive nature), dynamic, etc. His/her duty is to re-organise or re-structure a department or an area of the enterprise previously not well run: in fact, employees are de-motivated, possibly also a bit lazy, and used to produce results only under strict control and "strong" old-management drive (read: yelling, screaming, imposing, controlling, strict supervision, etc.).
If the new manager tries (as it seems logical) to deploy his/her "progressive" style, another type of mis-match will materialise. Just imagine this young manager addressing his/her collaborators with an approach such as "...from now on we shall discuss our department strategies and organisation together, in team..." and "...I shall hear everybody's opinion before making any decision..." and "...I want you people to grow, to develop yourself, to learn new methodologies and to improve this department's processes and outputs, for which you will accountable because I will empower you to self-drive yourselves, so that you will feel also more job-satisfied...".
Can you visualise what happens? Employees will look at the new manager like if he/she were a big gorilla just landed from Jupiter... And some ideas will buzz around in many employees' minds "...I always thought managers were a bit useless and a pain in the neck, but could never believe they can also be idiots... will fool around with this guy...".
The 2 examples above are rather extreme - on purpose. But in between extreme situations there are 1000s of hybrid, mis-match situations taking place on a daily basis in enterprises world-wide...
COMPANIES CHANGING HANDS - THE HUMAN FACTOR IMPLICATIONS
Now and only now we can easily analyse what happens in an enterprise when it changes hands.
This phenomenon, well diffused in industry, can be considered like "an industrial DNA transplant". Yes, a transplant, because the core lymph of an enterprise (people - and management/employees relationship) now gets deeply affected.
What can the transplant's outcome be? Anything: from smooth acceptance to total reject.
Let's analyse a few examples.
 Example 1. Existing Employees (EE): "progressive" (new-world - right quadrants in the grid). New Management (NM): also "progressive". This is a rather rare situation in reality.
Example 1. Existing Employees (EE): "progressive" (new-world - right quadrants in the grid). New Management (NM): also "progressive". This is a rather rare situation in reality.
This situation gives origin to a smooth (or considerably smooth), generally painless "integration: New Management and Existing Employees are tuned to (almost) the same frequency, talk the same language. They can adjust to each other rather easily. The DNA transplant has high chances of being successful, with fast settlement.
 Example 2. Existing Employees: "very traditional" (old-world - left quadrants in the grid). New Management: also "very traditional". This is also an uncommon situation in reality.
Example 2. Existing Employees: "very traditional" (old-world - left quadrants in the grid). New Management: also "very traditional". This is also an uncommon situation in reality.
This situation not necessarily gives origin to a smooth integration. There are many "very traditional" behaviours, all falling under the Paleo-Management approach and style: from extremely autocratic (New Management) to strongly-control-oriented (New Management) - from lazy, highly unionised (Existing Employees) to disciplined, but pay-me-for-what-I-do-and don't-bother-me (Existing Employees).
Therefore, integration may be smooth or not, depending upon the degree of "traditionalism" (New Management and Existing Employees).
 Example 3. Existing Employees: "mid-way" (old-world but somehow modernised - mid area in the grid). New Management: also "mid-way". This is a rather common situation in reality.
Example 3. Existing Employees: "mid-way" (old-world but somehow modernised - mid area in the grid). New Management: also "mid-way". This is a rather common situation in reality.
Many "integration" outcomes are possible, generally with a stabilising effect in time: existing employees will most probably adapt (over time) to new management style, with some or even considerable efforts required from New Management.
The key factor is TIME: in time, settlement is possible, but with efforts, compromising, negotiations, and the like.
 Example 4. Existing Employees: "traditional or mid-way" (old-world or somehow modernised - left or mid area in the grid). New Management: "progressive" (new-world - right quadrants in the grid).
Example 4. Existing Employees: "traditional or mid-way" (old-world or somehow modernised - left or mid area in the grid). New Management: "progressive" (new-world - right quadrants in the grid).
This is becoming a frequently encountered situation in today's world. Progressive Companies willing to expand/diversify acquire control of a "traditional" or "mid-way" "promising" enterprise (with unexploited potential) with the purpose of transforming it into a rather modern, progressive and lucrative entity.
In this situation, outcomes vary considerably. The challenge for New Management is to shift Employees culture and working methods to leaner status which, under the best of circumstances, is a medium-term project (2-5 years).
The possibilities of failures are very high if Employees' industrial DNA is very old and/or in case of heavy unionisation.
Heavy clashes and even conflicts are possible.
 Example 5. Existing Employees (EE): "progressive" (new-world - right quadrants in the grid). New Management: "very traditional" (Paleo), or a bit more modern (MBO-based or MBOII based).
Example 5. Existing Employees (EE): "progressive" (new-world - right quadrants in the grid). New Management: "very traditional" (Paleo), or a bit more modern (MBO-based or MBOII based).
Also this situation is very likely to happen in real world: successful, modern, lean enterprises (with right-quadrants culture and methods) are purchased by a larger, "traditional" corporation. The reasons are of various nature: temporary financial difficulties for a lean but small/medium enterprise (so the controlling shares are sold to a financial corporation) - or, simply, a small/medium size successful enterprise is considered a good investment by a large corporation... Etc.
Outcomes: rather gloomy. New Management simply won't even consider embracing Lean approaches: Paleo Management will result in a disaster - MBO will just not work on Existing Employees - nor will MBOII practices be easily accepted. Most Existing Employees will simply start looking for new job.
Many more examples could be made. However, it should be clear that:
- What I called a DNA Transplant is actually a reality when companies change hands.
- Many outcomes are possible depending on match or mis-match between NM operational philosophy and EE culture and customs.
- Unless NM scrutinise in detail the Organisational Structure of the enterprise under consideration before the actual take-over and study a suitable strategy to make the transplant as smooth as possible, it is very likely that some or total failure will show-up sooner or later.
FINAL CONSIDERATIONS
- In every mis-match situation (the heavier the mis-match the worse the outcome) Waste in all its forms may materialise and increase to high proportions. The main items of waste being: personnel rotation (employees resigning) with consequential costs to recruit new personnel (more suited to NM style) - industrial relations conflicts (always extremely costly and leaving behind a swarm of other items of waste) - operational processing waste (consequent to reduced or anyhow inadequate productivity, poor output quality, longer lead times to process, plus all classic 7 wastes or Muda well identified by Japanese) - management waste (associated with more complexity, more control, more bureaucracy, more procedures, more paperwork, unproductive meetings, revised job descriptions, extra policies...) - commercial waste (loss of clients consequent to decreased enterprise performance; loss of image; loss of reputation; lost opportunities...) - and last but not least, waste of talents (or using existing employees to the best of their qualifications and skills and not to the best of their abilities and possibly-hidden talents).
- The only "match" situation likely to produce good, smooth outcomes with least waste is when there is a match between progressive New Management and progressive Existing Employees (Example 1 above).
In all other cases, waste consequential to changing hands can be of considerable, high or catastrophic level.
- Is it always possible to "bring existing employees on board" ("traditional" way of facing the problems associated to the take over)?
Unfortunately, the answer is NO. Or, at least is NO in the short-medium term, except in the case illustrated in Example 1 above.
In some cases (see Examples 2 and 3 above), it is possible: but only in the medium term, and with considerable efforts, negotiations and compromising - and still with remarkable levels of associated Waste. Definitely, in cases such as those illustrated in Examples 4 & 5 above, it's almost impossible to bring existing employees on board.
- What suggestions can be given to NM and EE to try to co-operate for a smooth transition? Not many, except in the most favourable case illustrated in Example 1 above. It's not a matter of tips, suggestions, or management theories and disciplines. Here we are talking of cultural issues. EE expectations and NM expectations may be aligned onto different planets! An industrial DNA mis-match or poor-match cannot be tackled with "traditional" management or leadership techniques and the like. They will be practically useless, and likely to introduce further waste!
CONCLUSIONS
An Enterprise changing hands is a very delicate issue.
While a "traditional" approach by the Organisation taking-over the enterprise considers mainly financial/economical, commercial and operational aspects, the Lean approach takes into great consideration also the impact on Human Resources affairs brought up by the change.
The target being: smooth, painless integration of Existing Employees and New Management - with continued and enhanced Operational Performance - while generating as minimal as possible Waste during and after the take-over.
download this article
|
Economic Crisis, Recession and Lean Thinking
by Carlo Scodanibbio for The Times of Malta
Recession. Crisis. Financial turmoil. Doom. Gloom.
Unemployment. Stagnation. Property Market down. Stock Market disaster. Worries. Worries.
The bad news is still occupying newspaper headlines and being the main topic of television commentaries.
Confidence indices are at the lowest levels. Car Industry is in deepest troubles. Politicians are busier than ever at calming down masses.
The list could be endless.
Surprising? Astonishing? Unexpected?
I don't believe that. I am not surprised at all. I am not astonished at all.
Unexpected? Sooner or later the "bubble" had to burst.
Worried? Yes, I am worried. Not by the crisis itself. Not by the bad news.
I am worried by analysis made every second day by financial gurus and finance ministers - and by the reactions of governments, public bodies and semi-public institutions (such as Federations of Industry, Employers Federations, Unions, and the like). Those are really worrying.
Why?
Because the real problem is not being addressed. Because I hear no one saying "...we deserve all this rubbish!". Because no one seems to be learning from what happens. Because reactions are always the same, the same mince meat we have been served in our hamburgers for decades: "we need to create employment" - "we must help troubled financial institutions" - "we must save the car industry" - "we must resuscitate economies by lowering interest rates" - and so on, and so on...
BUT: have you heard anyone saying "...maybe it's time we start deploying lean principles at all levels of the economy"? Have you heard anyone saying "If we just had cut waste in industry and public affairs by only 5% a year for the past 10 years there would be no crisis and no recession now "? Have you heard anyone saying "...we have forgotten completely what generating real value and creating real wealth means - that's why we are in such deep troubles.... maybe, instead of making things more complex by regulating all that needs to be regulated, it's time to start simplifying complexity and land again on solid earth, remembering that our primary target is to produce value and wealth, real wealth, not fake wealth - so, let's roll up our sleeves, let's start again from scratch, and let's start, finally, to 'work'"???
I have heard no one talking along these lines. Have you?
Let's make a few considerations.
# About work, value and wealth. Do this simple experiment. Ask some of (or all) the persons you know in industry, or commerce, or in the public sector - never mind at what level, higher or lower makes no difference - this simple question: "when you are going to work in the morning, does it happen to you to think about what you are going to do today to produce value and generate wealth?" 99,9% of the interviewed will stare at you as you were a big gorilla just landed from Jupiter... "...value? what value? what wealth? ...I am a machine operator (a welder, a mason, a supervisor, a store employee, a truck driver, a teller, a project manager.....) - all I have to do is to operate the machine by pushing its button..... (I weld, I lay bricks or stone, I supervise my team.....) - my job has got nothing to do with value or wealth - that's the job of the Financial Manager (the MD, the Banks, Government, Politicians, God.....).
Strange, isn't it? Most people around there do not correlate working with creating value and wealth. But that's exactly what work is supposed to produce, isn't it? Something has gone very funny in industry, if this basic concept is not well diffused at all levels, world-wide. Even worse, most people believe that working is equal to doing my job. The confusion between work and job seems astronomical.
# Relationship between waste and wealth. Waste does not contribute to real wealth, does it?
How much waste is there in this entire world? When I talk of waste, I refer to wasted manpower, wasted materials, wasted energy, wasted plant & machinery, wasted and unproductive management, wasted resources, wasted time, wasted talents and wasted opportunities - and bureaucracy (still there!) - and more.
If lean gurus are right (I am sure they are even too optimistic), waste amounts to about 50% of the overall economy worth. 50%! Fifty percent! It could be more than that. How many zillions of dollars is that? Many - too many. Surely, infinitely more than all billions of dollars "burnt" in stock markets since the beginning of the "crisis".
How would we be today if, as I was saying earlier, we would have cut that waste on a regular basis - say at a conservative rate of 5% per year for the past 10 years?
We would be infinitely "wealthier".
# And let's consider the tragic way in which the cult of waste has been institutionalised and even brought to idolatry levels: through the VAT (Value Added Tax) "system", so popular in most Countries around the world.
The principle is that all revenues generated in "value-adding" industrial and commercial business activities should somehow be "shared" with the local Revenue Services Authority, so that governments can obtain additional funding for their spending, in a manner proportionate to the value that has been added.
The inadequacy is in the name: Value Added Tax.
Since most industrial/commercial activities are primarily waste, as opposed to value-adding or value-added, the net conclusion is that the consumer (finally it is always the consumer who pays) pays a tax on wasteful activities, which do not add any value to anybody nor generate any wealth.
Isn't this tragic? Or is it comic? Shouldn't this tax be called WRT (Waste Reshuffling Tax) instead of VAT?
Does this VAT concept contribute in any way to the primary target of real wealth generation?
No, it does not. To the contrary, it perpetuates and reinforces a waste-cultivating mentality well spread world-wide.
What kind of money are we talking of, with regard to the entity of collected VAT? Zillions.
50% (at least) of which is fake revenue, fake value, and total deception.....
# And let's consider real wealth and fake wealth.
I am referring not only to the fake financial wealth that has made the bubble explode. That's the top of the tops of trick and forgery.......
I am referring to any human, industrial, commercial, governmental and organisational activity that does not produce real wealth.
How much fake wealth is around there? Zillions - again.
Building and then running a factory that produces (hopefully, in a lean fashion) canned tomatoes or energy-saving bulbs (or pasta, or galvanised iron sheets, or recyclable packaging products.....) should indeed generate real wealth.
Building and then running a factory that produces (in whichever fashion) arms and ammunitions or toxic/polluting detergents or health-hazardous cosmetics or..... : does it produce real wealth?
Building a bridge or a road that contributes to make traffic flow better should contribute to generate wealth (in terms of overall motorists' time saved by the new road works).
But building a bridge and not completing it (for whatever reason - there are many examples around) : does it contribute to produce wealth? And breaking roads and pavements again, and again, and again, year after year, to fix underground problems in buried pipelines or ducts : does it contribute to produce wealth?
And building a dam that most likely will ruin an entire echo-system : will it contribute to produce real wealth?
And enforcing a "toll-gate" road-fee collection system that costs a fortune to build - and disrupts the flow of traffic (as motorist have to queue to pay fees, while burning precious petrol) : does it create real wealth?
And employing personnel for the sake of creating employment : will it contribute to produce real wealth?
Examples: inflating a public structure with redundant or un-necessary ministries, departments, commissions, bodies, institutes, committees, and the like..... and staffing them with personnel (possibly politically- or electorally-motivated) busy most of their time at reshuffling waste, or making simple things complex, or doing absolutely nothing... or inserting in industry, commerce, and business practices personnel without any basic business and customer-care education and without training them... or employing "parking marshals" to collect parking fees - each one to cover 50 m. of street - instead of any other parking-fees collecting method.... or allowing personnel to make mistakes (even silly mistakes) because of a fake empowerment principle not associated with assumption of responsibilities and accountability.... or.... (the list could carry on forever) : will this contribute to produce real wealth?
Or creating a system that not only supports, but even enforces "single-specialised-skill" for any trade (painter, mason, carpenter, clerk, etc) - as it happens nowadays in South Africa and many developing Countries, and not only - as opposed to developing multi-skill/multi-function personnel (preached by Lean Thinking) : does it contribute to generate real wealth? Or, rather, does it perpetuate the very dated "division of labour" principles, so prone to creation of waste?
And perpetuating, decade after decade, an educational system that does not cater enough (or at all) for making students think as opposed to learn by heart (formulas, dates, concepts....) : does it contribute to produce real wealth?
This list could carry on forever.
In a nutshell: we have 2 major problems in this troubled world of ours:
# The one is neglecting or totally ignoring the impact of waste on any attempt to generate wealth
# The other is camouflaged: believing of creating wealth, whilst only creating fake wealth
These 2 problems are strictly interlinked and present a common denominator: an inadequate type of thinking.
Thinking is the crucial issue. Something has gone wrong - very wrong - during one century (the last century) of industrialisation. We have somehow lost 2 core concepts: the concept of value and the concept of real wealth, with the net conclusion that our very basic existential principles have been "deviated". Into roads that lead nowhere.
So, now we wonder what is causing this recession, this financial crisis, this worrying turmoil.
It's so simple: we have forgotten basic, core values and principles.
The principles practiced by honest mid-20th-century craftsmen in their workshop while 'working', generating wealth, and being happy and satisfied with their hard efforts of the day - replaced by principles of mass production, mass thinking, mass answering (call centres!), mass financing, mass building, mass polluting, mass cheating and mass exploiting.
Are we happy with this? I am not.
I believe that if we practice a bit more intensively "lean", 2nd Industrial Revolution principles on a world-wide basis, we won't have to worry anymore for this kind of "crisis" to happen.
Simply, there won't be any space for them.
download this article
|
Lean Thinking: what is it?
by Carlo Scodanibbio
There is a problem in industry: we have gone into the 21st century with enterprises, organisations and business structures conceived and designed in the 18th and 19th centuries to perform well in the 20th...
The principles that gave origin to industry were conceived back in 1776, when the British economist Adam Smith published his famous book entitled "An Inquiry into the Nature and Causes of the Wealth of Nations". Considering that in those times there was practically no industry, some very excellent principles, conceived by a real genius, were laid out. Smith visualised that the future wealth of the world would be founded and based on industry. Smith went also a step further, engineering practical principles for the future would-be industry, including his famous principle of "Division of Labour" (the whole job to be sub-divided into a number of elementary tasks, each assigned to a dedicated, single-skill worker).
Those principles, that originated the "first industrial revolution", were actually deployed and applied industrially only more than 100 years later, when the automotive industry was born. Introduced by Henry Ford at the beginning of the last century with the first industrial assembly chain, and then perfected in the 30's by Sloan, general manager of General Motors, Smith's principles proved to be operationally valid and effective: productivity was well acceptable, if not excellent.
Sloan, actually, went one step further: since the principle of labour division was working so well in the shop floor, why not applying the same concept to Management? Functions (administrative, financial, commercial, production, maintenance
..) and Roles were thus invented, resulting in a number of different managers each taking charge of a different functional area of the organisation.
Frederick W. Taylor, one of the first industrial consultant in history, perfected even further Smith's and Sloan's principles, developing his so-called "Scientific System" already in 1911. Like Smith and Sloan, Taylor focused acutely on "efficiency", their common driving force. Taylor's newly introduced principles were:
1) levels of management (so that each manager would take care of a controllable number of subordinates
2) clear definition of roles, responsibilities and authorities (so that everyone would know what to do, what to be accountable for, and what would fall under his area of competence and authority)
3) strong accent on "planning" and "control" (so that subordinates' jobs, at each hierarchical level, would be planned properly - and then monitored by their respective supervisors).
In a nutshell, according to Taylor, for an organisation to function efficiently it should be "structured" hierarchically and "organised" like a Swiss clock: every detail should be taken care of - every little gear should turn properly, accurately and efficiently. Terms such as "Role Description" and "Job Description" were invented at that time.
Taylor took into due consideration also another principle initially introduced by the US Railways already from 1860 (the time of the far West...). Since railways were single-track, accidents (trains collisions) had to be prevented. The solution was simple: rules - there had to be rules. So that engine drivers would know what to do and what-to-do-not, respecting rules (signals, timetables
.). Obviously, in a rules-governed environment, there must be someone who thinks of and makes the rules, and someone else to obey and comply with the same. That's actually how "bureaucracy" was initiated.
This "Functional-Tayloristic" industrial model had its glorious times in the 1950's - 1960's. Yesterday's industry was born.
But also today's industry was born.
Yes, because still today most enterprises, business organisations and governmental structures are built according to the first industrial revolution principles. Maybe with some changes here and there - but not many.
The alert reader will now ask: "so, what is wrong with that"? Well, not much, except for the fact that these principles are rather "dated".
Because the world changed. When? No-one knows. Someone says 12 years ago, someone else says 15-18 years ago... But that is not so important (the world, actually, has always been changing). What is important instead is the degree of acceleration of the change: faster, and faster, and faster, What has changed? Everything. From any angle of view: social, political, economical, financial, commercial, technological, informatical
. The main differences between Smith's and Sloan's and Taylor's world and today's world are stability and predictability. Smith and Taylor lived in a rather stable (almost static) and well predictable world. We don't. What was true and certain yesterday is most probably no longer valid today or tomorrow
Moreover, this world of ours becomes more and more complex by the day.
Take clients, for instance. Also clients have changed dramatically and are still changing. They demand more and more. Today's clients are real "monsters", never satisfied, never happy. They want more and more, faster and faster. Today's client want what they want, with the features they want, with the speed, pace and timing they want, at the price they want, and even with a smile on top (the cherry on the cake). They are pretending, they are demanding, they are absurd sometimes in their requests.
This facts alone puts a tremendous pressure on any industrial, commercial, business and governmental system. The impact is enormous.
That's where we start discovering the deficiencies of the Smith/Taylor system, which does not seem to be ready to cope with that pressure and impact. This became evident already in the late 60's - 70's. Pipe-smoking consultants and university professors started squeezing their brains in search of new methodologies, management techniques and sophisticated organisational philosophies, with the aim of helping industry and business organisations to remain competitive, to increase efficiency and productivity, to excel or at least survive in a world becoming more and more turbulent. Hundreds of disciplines have been invented over the last 40-50 years. To mention just a few: Management by Objectives, Effective Leadership, Diversification, Z Theory, Situational Leadership, Effective Communication, Zero-based-Budgeting, Decentralisation, Team Building, Management by Exception, Dale Carnegie techniques, Interpersonal Skills, Quality Circles, Excellence, Restructuring, Portfolio Management, Interactive Management, Matrix Organisational Structure, Kaizen and Continuous Improvement, Total Quality Management, ISO 9000, 6 Sigma, Theory of Constraints..... and One-Minute Managing......
All of them have somehow succeeded in bringing a bit of fresh breeze on slack enterprises' sails. But all of them have also failed because most organisations, still today seem not to be able to find their way to real performance and high, stable competitiveness, in spite of their hard efforts.
The real break-through came only in the 80's. The Manufacturing Industry started feeling the hard pinch of the environmental change almost 30 years ago. The famous TPS - the Toyota Production System - created the revolution in manufacturing. Just-in-Time, Flow Production, and other allied disciplines such as Total Productive Maintenance, Quick Change-Over and Total Employee Involvement were then conceived and systematically deployed at Toyota, in Japan, and gradually all over the world. Their common-base principles? Exactly the opposite of those preached by Smith and Taylor. After all, the Smith/Taylor system was good and right for their times, when people had limited or no education, and industrial culture didn't even exist. The Japanese were the first to realise the draw-backs of the system: based on localised "efficiency" associated with mass production and economies of scale, the system overlooked or ignored completely the "fat" between points of efficiency, around and above them: all the non-value-adding activities (such as handling, moving, transporting, storing, parking, stockpiling, controlling, inspecting
. and searching, idling...) between or around "points of efficiency" - all non-value-adding activities in the very "points of efficiency" (such as making mistakes or producing defects, or machinery breaking down, or idling, or stopping... or lines or machines being set-up for production...) - and the fat associated with the governing structure above (management waste: such as waste in supervision, waste in control, waste in inadequate or un-necessary planning, waste in bureaucracy, waste in paperwork, waste in meetings...).
Two core key-words were identified by the Japanese: value and waste, the one the enemy of the other. By systematically eliminating waste and perfecting/enhancing value-adding activities, the Japanese first and then the Western Manufacturers have reached tremendous goals: productivity improvements above 100% (compared to the mass production/efficiency-based system of before) - zero defects in the quality domain - zero break-downs in the plant/machinery area - almost zero set-up time - tremendous reduction in lead-times and dramatically enhanced responsiveness to clients' needs and expectations - astonishing reductions in product development times - elimination of the division of labour principle, replaced by the multi-skill/multi-function principle - much higher involvement of personnel at all levels and incredibly higher levels of job satisfaction - drastically reduced supervision - and many others.
There is a name for this new, revolutionary approach: Lean Manufacturing, or manufacturing with no waste (where waste is the "fat" in the system). Lean Manufacturing has proved over the years to be working very well: Smith/Taylor era has been shut-down once and forever, at least in the manufacturing operations sector.
But not all manufacturers have embraced the Lean approach: many still ignore it - many of them only partially - many of them have rushed through a TPS course, introduced some form of "pull" or "kanban" production, replaced some pieces of machinery, and proclaimed themselves "lean". Pure deception. Their amount of waste is still enormous. The Lean road requires much more than a course and a few changes or some improvement here and there!
And the other industrial sectors? They have been much, much slower than manufacturers...
Take the project/construction sector, for instance. This industry is in some ways not completely shifted from craft to mass production - much less to lean production. On the other hand, the industry has followed the mass production model in its extensive division of labour and hierarchy-based management, Smith & Taylor style. The consequences? 1) Cost Overruns 2) Delays on Schedules 3) Waste.
9 out of 10 projects show cost overruns (of up to 50%, and even more). Overrun is found in over 30 nations on 5 continents. Overrun is constant for the past 70 years. Delays on completion are typical, constant, chronic features of most project works. Waste is in many cases of astronomical proportions. Wasted labour can amount up to 70% (yes, seventy percent) of the total labour content (just spend 10 minutes observing carefully any construction site at any random time in any random day and watch people "working": you will discover that most people on site are carrying out non-value-adding activities such as handling, moving, transporting, idling, talking, preparing, searching, walking... or making or repairing mistakes... - as opposed to adding value to the object of the project). The 3 consequences above are strictly interlinked and have a common denominator: an inadequate organisational system and an inadequate style of thinking.
And the service industry? And the public sector? Exactly the same. The level of wasted manpower is un-measurable.
The level of dis-service or poor service found in airlines, airports, banks, insurance companies, hospitals, hotels and any other service provider (such as power generating/distributing companies, telephone companies and the like) is often astronomical and, unfortunately, on the increase - world-wide. With few exceptions.
In parallel, the level of value, attention and care given to clients is getting poorer and poorer. Banks still make mistakes and let you cue indefinitely. Insurance claims get settled (when they do get settled) after a long, painful struggle.
Hospitals still feature room shortages and long waiting times for an intervention (not to mention mistakes
). Luggage still gets lost by airlines and delays on scheduled departures are chronic. Instead of a passenger, you become a seat number. You open a bank account and become an account number. In a typical hotel, you become a room number. You report a fault to a telephone company or a power distribution company and you become a reference number. If you have some complaint or want satisfaction, you are referred to a "call centre" (mass production! heritage of the Smith & Taylor mentality) where you are nobody and have no joy. The list could carry on forever.
What is the problem? Organisations (or most of them) seem not to be able to cope with the complexity associated with the changing environment. The more pressure is put on them and the more corrective measures they try to adopt, the worse the failures! It's the final coma of the first industrial revolution system, culture and mentality. The only way out of this vicious circle is a revolution in the opposite direction. That's where Lean Thinking comes to the rescue.
Lean Thinking (LT) - that's the name given to this rather recent industrial philosophy and operational discipline - is the extrapolation of lean principles, implemented from long time in manufacturing operations, for their deployment in all economical sectors (project - construction - services - continuous processing - public sector - etc.) as well as in all enterprises' processes (administrative, product development, accounting, etc.). In a nutshell: LT focuses over the removal of waste from the entire Value Chain.
The main targets? Maximisation of value to the (monster) customer. Drastic elimination of waste in all processes (core and support) that generate value for customers. Elimination or drastic re-dimensioning of all those processes (and functions) that do not contribute to generate value to the customers. Minimisation of all times required to provide value to the customers. Zero defects, errors and non-conformities.
How are these achieved? By scrapping once and forever all the principles of the first industrial revolution.
In practice: flattening of organisational structures - thorough re-engineering of the organisation "per process" and not "per function" - insertion of multi-skill/multi-function workers/operators/employees in value-generating processes, which they self-control and for which they are accountable - continuous, uninterrupted flow (of the necessary value-adding activities) triggered and "pulled" by the customers - continuous aim at lean excellence, by eliminating the residual, inherent or surrounding waste. This is done by deploying operationally a number of "lean" tools: tools for "seeing" the waste - tools for "measuring" the waste - tools for "mapping" the waste - tools for "scrapping" the waste - tools for enhancing value and value added - tools for generating lean opportunities - tools for lean, creative thinking - tools for continuous improvement in the "lean" direction.
LT principles can be applied to any industrial, commercial and human activity. They can be applied to commercial and trade operations, to office work, to health practices. Under the larger LT umbrella now fall disciplines such as Lean Manufacturing (manufacturing industry) - Lean Project & Construction Management (project-driven industry) - Lean Processing (service and public sector) - Lean Kaizen (all sectors) - Lean Accounting (all sectors).
Obviously, disciplines are disciplines, and tools are tools. They can be learnt, they can be obtained, they can be purchased. Culture cannot. Modern, industrial lean culture can only be "fabricated" in-house, within the organisation, by those concerned - starting from top management.
This is the hardest and trickiest part of the transition to "lean": changing culture. Unfortunately, the Smith & Taylor heritage is very heavy. It has taken generations to digest and implement the principles of the first industrial revolution. It will take years or decades to digest those of the second one. Our industrial DNA is heavily polluted by traditional principles. We are still in love with the mass and batch production mentality, with traditional planning, supervision and control. With order and efficiency. With roles, authorities and job descriptions. With rules and procedures. Even hairdressers, retailers, and housewives (yes, housewives!) have fallen in love with batch production principles. The resistance to "lean" is and remains heavy.
We'll need to "slaughter", to change skin, like snakes do. We'll need to transform managers into coaches. We'll need to "fabricate" a new breed of people, people driven by value principles and not by "job" principles. People dedicated to re-conceive, improve and perfect the processes they handle, which they can understand, and for which they are responsible. People who enjoy working and producing value, and draw satisfaction from it. New millennium craftsman in their workshops. New millennium traders in their shop. In strict contact with their customers. People to whom pride and professional and work dignity, usurped by over a century of labour division and top-control practices, will finally be given back. People who can think: lean (that's why the name: Lean Thinking). It will take time.
Yet, lean practices start being deployed in many areas other than manufacturing operations: project works - health industry - retail sector - insurance companies - to mention just a few. And there are examples even in the public sector. The results are astonishing and very, very encouraging.
There is space for lean. There is hope to make this world of ours function in a better, leaner, value-based way.
download this article
|
Flow Production: a target for today's Manufacturing Industry
by Carlo Scodanibbio for "The Malta Independent"
Imagine going to a restaurant for dinner, not knowing that this particular restaurant is geared for "batch production", in other words that the kitchen is organised to prepare food "by the lot".
What would happen is something as follows:
Waiter (after you have been snooping through the Menu for 5 minutes): ".....Well, have you decided, Sir?"
Customer: "Yes, I fancy your Tortellini Alfredo as a starter, and then...."
Waiter (interrupting): "I am sorry, Sir, but tonight we do not have Tortellini, we only have Spaghetti ready - however, if you are prepared to wait for a while, until some other customers pop in and order Tortellini, than may be our Chef will cook them as well..."
Customer (rather surprised): "What do you mean? If you have Tortellini in your Menu, I don't quite see why your Chef should wait for other orders to come before he cooks Tortellini...."
Waiter (very professional): "Sir, let me explain to you: our Owner is a very cost conscious person. He likes efficiency throughout, of which we are very proud. Surely, you will realise that approximately the same amount of time, water and gas is needed to cook Tortellini for one or Tortellini for six. Well, we have decided long time ago that we would go for a minimum batch of six in all our Pasta dishes, in order to achieve optimum efficiency. Besides, this way, we can afford to have only one person in the kitchen, so the saving in manpower is tremendous. Should we go for individual orders, we would need at least another cook, and possibly also a junior to help out.... You see, we do not like to pass extra costs onto our Customers, that's our principle, and that's why tonight there are Spaghetti ready in our kitchen store. Can I get you some lovely Spaghetti Bolognese warmed up in our microwave oven?"
Customer (ready to blow up): "But, wait a moment, assuming your cost saving issue is right, why do you have to warm up my Spaghettti in your micro?
Waiter (a bit annoyed, but still professional): "Sir, more than half an hour ago, a few customers came in, and the three of them agreed to have Spaghetti Bolognese. Our Chef had gone for the usual batch of six, so now there are three portions of Spaghetti in the store, ready 'off the shelf', but obviously you won't like cold spaghetti, will you? - and it only takes one minute and thirty seconds to warm them up, how is that for speedy service?....."
Customer (boiling): NO, thank you, I don't like cold nor warm Spaghetti, in fact I don't like Spaghetti at all, I hate Spaghetti...... in fact I don't even want Tortellini anymore, I'll rather go next door for a Pizza...."
Waiter (paternalistic, but still professional): "As you like, Sir, good evening, Sir, hope to see you some other time...."
Amazing, isn't it? But something very similar has been going on during the past few decades in many sectors of the Manufacturing Industry.
Many Manufacturers have adopted a simple philosophy, in production:
- Manufacturing is the business of producing goods
- Products must be good, cheap and delivery must be reasonably fast
- Efficiency can be achieved through "large lots" production, which brings considerable cost savings
- Factory Management determines Production capacity and Production Schedules, according to estimates
- Profit is something that comes "naturally" out of the manufacturing and marketing process
This philosophy has been well rewarded for long time, and well accepted by the market.
In the past 2 decade, and specifically in the past few years, something has been changing in the market, a sort of silent revolution has taken place.
Customers are not the same anymore, they have become "strange". For many reasons, most of which very difficult to understand, they seem to adopt more and more a different approach: they want the goods they need, in the quantity they want, with the quality they want, in the time they want, and at the price they are prepared to pay.
How have many Manufacturers reacted to this revolution? Simply taking the immediate measures they considered adequate:
- They have increased their efficiency investing in sophisticated technology: huge, expensive machines able to turn out products faster and in larger lots
- They have coped with the higher demand for quality introducing a squad of Quality Inspectors and sophisticated Quality Control Systems, with the aim of stopping defective goods from being passed to clients
- They have reacted to faster deliveries demand making their finished products warehouses larger and larger, trying to offer "off the shelf" goods availability and speedy service
But also these measures now seem outdated. What many Manufacturers have not realised is that the overall market cake has not grown much larger, while the variety of product has.
Due to hot competition, due to higher quality awareness, but mainly due to everybody's different and subjective interpretation of the "quality-of-life" concept, the market is now flooded by a tremendous variety of products, with an enormous range of optionals and personalised accessories, and still clients want "what they want and how they want it". In this tricky chicken-and-egg situation, many manufacturers have been caught in badly.
Their technology seems more and more unable to cope with such a diversified demand, and those bulky, expensive machines do not seem to be the best to run fast smaller batches of diversified products.
Besides, overall efficiency has in fact decreased due to more sophisticated waste proliferating in each corner of their factory, often very close to the expensive, sophisticated machines.
Their quality Control system has, in many instances, just managed to reduce the number of defects passed onto clients, but at the expenses of a "black" store in which defective goods, rejects, second class products and degraded components stockpile to the ceiling.
And the large warehouse, designed to despatch products faster to the market, has not only started to grow a new breed of unusable products called "obsoletes", but has also become a thicker wall between the manufacturer and customers' needs.
In conclusion, many Manufacturers that, like our Restaurant's Owner, have become more concerned about their internal efficiency, with the best utilisation of their sophisticated equipment and with their production planning schedules than with real Customers' explicit or implied expectations, are now having rough times.
The answer to the problem exists, and is called Flow Manufacturing.
Flow Manufacturing, as the name suggests, is a way of producing goods in a "stream" fashion, with materials and workpieces "flowing" smoothly, regularly, inside the factory while becoming finished products in the productive process, and flowing again, without interruption, to the natural outlet, the market.
To perfect the similitude, rather than visualising a stream, or a river, in which the flow of water is driven by gravity, one should try to visualise a pipeline with a pump positioned at the pipeline outlet, sucking water out of the pipeline: this meaning that it is the market (our pump) that determines how the flow (the production style and capacity) should be in the pipeline (our Factory).
What does this approach imply? A few revolutionary consequences:
- Production (with its rhythm, style and capacity) is not anymore "pushed" by Management through the Factory and to the Client, but rather pulled out of the Factory by Clients' needs, like at a (good) Restaurant table
- Seller's Market time is over - today it is a "Buyer's" Market
- Profit is no longer a conventional benefit, attached to manufacturing: profit is to be earned through hard, intelligent work
- Products must be exactly what Customers want, and they must be delivered as they want, with the quality they expect, when and in the quantity they want - Manufacturing is no longer the business of producing goods: Manufacturing is a Client-Oriented, Service Industry
- Production is to be considered more and more "wide-variety, small-and-frequent-lots" type, as Clients wish
- Manufacturing Time should become closer and closer to Selling Time
- Nowadays Customers are prepared to pay only an amount corresponding to the right "value" of the goods supplied, and therefore the Manufacturer's Selling Price must be very close to that "value"
- This dictates that true efficiency must take place in the Production Process, as Customers are less and less prepared to subsidise Manufacturers' internal waste
The waste issue fits the missing piece in this puzzle.
In any production process there is waste. Any useful component and material add value to a product, as any useful productive operation does.
Unnecessary components, that do not serve any purpose in the finished product, do not add any further value to it. And the same applies to any wasteful operation.
Where does waste hide in a Factory? Waste is found in any operation that disrupts the normal, regular, smooth flow of materials through the Factory, thus causing turbulence, back-flow and stoppages to the flow itself. And those same wasteful operations do not add any real value to the product/s being manufactured. Examples? Storing, piling up, picking up, laying down, counting, checking, moving, handling, positioning, idling, waiting, transporting, conveying, inspecting, degrading, declassing, repairing defects, re-working, changing production, setting up machines for production, plant break-downs, plant working at reduced speed, searching for tools, dealing with accidents, duplicating efforts, passing the buck.............. and dozens more.
Flow Production is the Discipline that deals with waste and fights it to death.
In fact, if production can be transformed into an easy flowing process, without any interruption between value-adding operations, most definitely the bulk of the waste would be eliminated. Quality should be "built-in" the productive process by multi-skilled workers, capable of handling reliably multi-process operations.
And Manufacturing time would be so close to Selling Time that no finished product warehouse would be necessary. Products would be produced so fast that Clients would be really pulling them out of the Factory's final assembly lines. And those lines would pull components and sub-assemblies out of upstream processing lines, and so on.
This is Flow Production, a manufacturing "style" and "mentality" aimed at reducing internal waste to such a bare minimum that the resulting productive process becomes so "slender" (Lean Manufacturing), so "flexible", so receptive to Clients' needs that it really flows like water in a pipe.
The target is both very challenging and very difficult, to say the least. Still, many Manufacturers, and not only in Japan, have succeeded in getting very close to Flow Production.
What does their experience say? Implementing Flow Production requires time, guts, techniques, efforts, and a tremendous amount of creativity.
But the main obstacle to overcome is and always will be "resistance" from people to the change in mentality that such a project dictates.
Because Flow Production is made, like anything else, by men.
download this article
|
Achieving Quick Change-Over: dream or reality?
by Carlo Scodanibbio for "The Malta Independent"
Just consider this little story. Coming back home from honeymoon, life becomes, after a while, "normal" for husband and wife: it consists more and more of routine activities. And what does husband discover ?
He discovers that wife has a pretty peculiar system of organising her cooking ménage.
When she prepares chicken cordon-bleu, she cooks some 8 chickens in one go, one after the other. When she bakes pizza, she does 12 pizzas one after the other. And when she does lasagne, at least 10 large pans of lasagne are prepared and cooked one after the other in a row. This way, the deep fridge is always well stocked.
The end result is good: food cooked by wife tastes OK, but husband still does not fully understand her peculiar style. When he asks her why she operates that way, invariably she answers that this is the best, most efficient way of cooking: in fact, once she is geared to prepare chicken, the best is to cook whatever quantity the family needs for approximately three months, which is a safe and convenient storage period in the deep fridge. By doing so, she utilises pans and pots and kitchen utensils once, minimising washing and cleaning etc. The same applies to pizza and lasagne: she knows what is going to be required in the next 12 weeks: why going into the trouble of baking a pizza every week every Friday, when that can be done in one go ? Efficiency is tremendous, she says: the same baking pan is used 12 times without washing it, and, most essential, the oven is already warm, and letting it cool down would be a tremendous waste........
Amazing, isn't it? But a similar mentality is still present in many sectors of the manufacturing industry.
If one asks production managers what they consider difficult in production, the answer, 9 out of 10, is: diversified, small-lots production. And if one asks why this is difficult, invariably the answer is: because of the frequent set-up activities required to produce a large variety of goods in small lots. Set-up (or "change-over") activities like die-changing, re-tooling, line setting, etc., are seen like evils by production personnel, exactly like the housewife in the story above considers problematic and inefficient whatever is required to prepare a different meal every day: getting geared and organised, having all necessary utensils and ingredients ready, warming up, cooling down and cleaning the oven, washing and putting everything in order after cooking, etc.
The roots of this mentality are found in three misconceptions:
- set-ups are difficult, problematic, and require particular skills (therefore the less set-ups we do, the better it will be)
- set-ups are long and time consuming, and therefore producing in large lots somehow compensates the costly effects of set-ups
- since producing in large lots will/might generate excess stock (which also costs), there must be a way of optimising the two types of costs, set-up costs and stock costs, by going into "economical lots", similarly to the 3 months' stock of pizza of our housewife
And the root cause of this mentality lies in over a three decades' confusion with regard to the main relation between market (demand) and productive system (supply). The general tendency has been to mix up the features of the demand (high volumes) with the features of the supply (large lots). Only recently we have learnt that the two concepts should be thoroughly separated, as a feature of demand cannot form the basis of the discipline of production. If, in fact, high volumes are demanded by the market, and are also desirable in order to amortise the high costs of capital equipment, the supply side can still respond with a different style, basing production on numerous repetitions of small-lot productions, and consequently being ready for a change in demand. Which is exactly what is happening nowadays, with customers wanting a more and more diversified range of products in smaller and more frequent lots.
Manufacturers that have understood the market change and the basic confusion in the above mentality, have reacted, in the last decade, in a revolutionary mode: they have moved from the style of large-lots production of products that "should" sell, to the style of "confirmed production", performed in small-lots, on the basis of orders actually received. This style of production is called "Flow Production", driven by customers and piloted by their needs and expectations.
Where is the main feature of such a revolution? In its very conception: design a manufacturing system that is integrally responsive to market change, with minimal inherent waste (thus very efficient), flexible, "slender"(Lean Manufacturing), geared for quality, and client-driven.
And what is the main "technical" secret of such a revolution ? It is definitely the set-up issue. For years set-up and change-over operations have been considered a big problem in production, but still a small aspect of the manufacturing process. Only in the last ten years this issue has been focused and brought to its real status of "key to Change Manufacturing". In fact if set-up becomes fast (minutes if not seconds, instead of hours), and easy (accomplishable with limited skill and little or no difficulties), the door to Flow Production opens wide: lead-times are minimised, stocks are decimated, bottlenecks are eliminated, and diversified/small-lot production, as market demands, becomes a reality and a "human" task.
Today achieving Quick Change-Over easily is possible in practically all manufacturing contexts. Tools and techniques are readily available for the purpose, all based on the "why" things (set-up activities) are done (and done a certain way), in order to determine if they should be done at all, or how else and better they could be done. Obviously the ideal set-up is no set-up at all. But if set-up is to be done, this should be designed as a "one-touch" operation, like if our housewife had a "magic wand" to get everything ready for cooking in a twinkling and clean up and put everything in order in a matter of seconds.
Dream or reality? For today's Manufacturing Industry, definitely a reality. And time is also coming for our housewife.......
download this article
|
Kaizen: what does it mean?
by Carlo Scodanibbio for The Sunday Times of Malta
the home improver
If you consider your house more than just a shelter and a place in which you eat and
sleep, in other words if you consider your house a "home", a cosy, warm nest for yourself
and your family, probably you will take great care of it, and you will gladly dedicate time,
efforts and money to make it even warmer, cosier, more functional and better looking.
In fact, you will not just maintain it in its present state, but you will try to render it better
and better: you will renew plumbing and electrics in due time; you will paint or polish
regularly doors and windows; but you will also add new pieces of furniture or replace
some unsuited ones..... and you will shop around with your half to find some nice pieces
of soft furnishing, or wall pictures, or antiques... and you will place flowerpots and
ornamental plants here and there..... and if you really love your home, this will be an
endless process: even when you believe that your house is very nice indeed, still, you
will not feel totally satisfied, and you will carry on forever making changes, and adding, and replacing, and moving things around.... and bettering, and refurbishing, and improving....
Your home becomes your pride, represents yourself, is part of you, and you are part of
your home. And if you have just a minor tendency to perfectionism, you will never be
totally happy with your house, and you will carry on year after year with this never ending improvement process.
kairyo and kaizen
The process you are doing to your house is a Kaizen process. The Japanese word Kaizen means "step-by-step, continuous improvement".
Now, assuming you are not satisfied with the present state of your house, there are several approaches you may adopt: you may, for instance, decide to buy a new, totally different type of house; or you might decide to keep the one you live in, but you will call an architect and have it completely renewed, re-furnished and re-decorated to suit your taste; or else, especially if your budget is limited (but not only in this case), you may decide to improve it step-by-step, month after month, year after year, and do it yourself (or with your half), or, anyhow, with your direct involvement, with your own design, and under your direct supervision and control.
In the first two cases, you do a Kairyo type of improvement, or large-size, technological improvement. In the last case you improve in a Kaizen fashion, or step-by-step.
Which is the best approach ? None is better than the other, they are simply different, and suited to different circumstances. In many instances, the two approaches may even be complementary, first the one, and then the other.
Still, there is a major difference between the two approaches: if you go Kairyo, you mostly use your money to get what you want; whereas, if you go Kaizen, you mainly use your brain (and your hands, and your heart, and your creativity, and......).
This is the real difference between the two approaches: without touching the validity of the Kairyo approach in all those cases in which it is well suited, the Kaizen approach is mostly based on people's best abilities and skills.
Kaizen has been developed in the '70s - '80s by the Japanese Industry, in order to reach high levels of quality in industrial processes and in associated output products. It has been confined to the quality field for several years; and then applied also to the productivity issue, with the aim of achieving high levels of efficiency; and finally it has been applied to the overall organisational structure of an enterprise, the goal being to drive it towards an excellent, or world-class status.
kaizen and people
The true nature of Kaizen is in the human content it carries. Improvement through Kaizen practice means deep, systematic and continuous involvement of people (everybody), that, by using certain techniques, but mainly their brain, cause a process of improvement to start, develop, and never end. The Kaizen motto is "....today better than yesterday, tomorrow better than today....". The concept of continuous improvement
is applied in all directions: industrial processes can be improved - working methods can be improved - quality defects can be eliminated - waste can be reduced - customer service can be bettered - the working environment can be improved - boss/subordinates relationship can be improved..... the sky is the limit.
Now, improvements in industry can be obtained in many ways: new technology can bring improvement to a process or to products' quality - technology can also bring improvements in productivity and in efficiency - it can also bring improvements to customer service - external consultants can bring improvements to working methods, to processes, to interpersonal relations. But these types of improvements do not fall under the Kaizen umbrella. Kaizen is improvement through the poor man approach: the poor man does not spend money on improvements because he has no money to throw at it - he rather uses his wisdom, and his brain, and his creativity, and his talent, and his patience....
kaizen is brain power
This is the real power of Kaizen: by using their brain to obtain improvements, people perfect their skills and increase even more their talent. And there is an extra benefit: they are more satisfied. If you are a wealthy man, and build a sumptuous villa designed by the best architect in town, you may or may not be as satisfied as the average man who, through years of patient, creative work has transformed his house into a cosy, warm nest, filled with handmade decorations, each corner showing his dedication, each ornamental object purchased through intelligent savings but selected with care and rich in taste, and each detail showing and proving his love...... Each step of improvement, once completed, brings satisfaction, but probably the real satisfaction is in the improvement process itself: because improving mainly or primarily through creative efforts is a tough challenge, and challenge is a wonderful source of satisfaction.
tools for kaizen
Surely, brain alone is not sufficient: specific techniques are available for Kaizen oriented people to perform effectively. Like a home improver needs to know sufficiently about interior decorating, and antiques' restoration, and soft furnishing (and landscaping, painting, plumbing, wallpapering......), similarly the industrial Kaizen improver needs to know about problem-solving techniques, and tools for creativity, and Pareto and Ishikawa Diagrams (to mention but a few of the available instruments for systematic improvement). Besides, in industry, valid Kaizen requires an extra skill from people: the ability to work effectively in team. Starting from the assumption that "the Pope and the Peasant together know more than the Pope alone", the Japanese have extensively deployed and mastered the "team" concept for real, methodical improvement. Their Quality Circles, for instance, are known world-wide.
In western industrial environments the concept of "effective team for systematic improvement" has somehow failed to deliver high level results, mainly due to considerable cultural differences. The ability to perform in team effectively, intentionally and regularly, with the objective of improving systematically all weak areas of an enterprise, seems to be, in the western world, not as high as in the far east. And many attempts to transplant Japanese methods and Kaizen approaches into western enterprises have somehow failed. The truth is that the original Kaizen concept must be tailored to suit not only the western industrial environment, but even the specific enterprise, taking into due consideration its culture and values (and objectives, strategies, policies.....).
Like a home improver cannot and will not merely transform his house following recommendations and ideas of an interior decorating magazine (ideas that he will rather vet and adapt to his or her specific needs and taste), similarly an enterprise willing to undergo a process of continuous, systematic improvement will have to identify, define and deploy a specific "style" and specific, personalised methods to pave its "road to excellence".
the home lover
And there is a last and very difficult obstacle to overcome, for a western enterprise, when undergoing a Kaizen program. In the true nature of Kaizen, improvements are made by people, working together in team (to obtain a "resonance" effect), and using effectively and efficiently their abilities, skills and brains. But they must also be intimately convinced of what they do, and they must also share a "vision" of how the future will be, of what they can achieve, and of the common benefits associated. If this deep feeling is missing or considerably lacking, only superficial improvements can be obtained. A genuine home improver is first of all a "home lover", and has a vision of what his or her home will become, and has feelings and sensations in mind, and emotions, and a "creative tension" which drives him or her in the wanted direction..... a genuine home improver has a sense of belonging, of "symbiosis" with his or her home..... and this will eventually make the difference between a warm nest and a sumptuous but artificial house. Similarly, in industry, a positive sense of involvement, of belonging, and a "shared" vision, are strong prerequisites for an effective, Kaizen style, path of improvement.
Individuals should ideally understand and share enterprise's objectives, and feel part of the enterprise, with a bit of love for it, like a genuine home improver.......
This is, most probably, the toughest challenge for western management.
download this article
|
CLIENT/SUPPLIER RELATIONSHIP: EVOLUTION OR REVOLUTION?
by Carlo Scodanibbio for The Malta Independent
and Industry Today - Journal of the Malta Federation of Industry
In our rapidly changing industrial environment, also relationships between client and supplier (or vendee and vendor, as they are often called today) are featuring a substantial evolution.
The signals of this evolution are not weak at all. More and more often one hears sentences like:
"....price is only a component of the total purchase cost....."
"....often best prices result in worst overall costs...."
"....the manufacturing process starts at suppliers' premises and ends at client's home...."
Many industries are instituting formal or informal programs of suppliers evaluation, rating, grading and classification. And many others are reducing substantially the number of their suppliers, sometimes with a dramatic "decimation". Something is definitely changing.
A simple interpretation of this phenomenon might conclude that major industrial and manufacturing groups, under increasing pressure from hot competitiveness, are just trying to score bits of cost savings nibbling and gnawing suppliers to the bone, to obtain out of them more quality, more flexibility and better prices.
A more comprehensive and realistic interpretation, however, goes beyond this "reductive" conception, and sees in these signals the features of a cultural revolution: industrial strategies are changing in a very precise direction, modifying radically all traditional factors of competitiveness, under the philosophy of the so called "New Performing Systems". And the Client/Supplier relationship is so deeply involved in this change, to the extent of representing a crucial starting point, rather than just an aspect of the strategy.
To illustrate the phenomenon, let's consider today's main competitive parameters of any industry. They are:
Costs - Delivery/Service - Quality - Innovation, all under a basic dimension, which is Time. All of them affect competitiveness, and all of them, in a personalised "mix", constitute basic parameters of any serious industrial strategy.
A simple examination of suppliers' role is sufficient to conclude that suppliers are strategic co-protagonists, with their clients, in the final destiny, success or failure, of any business.
- In fact, suppliers can play a determinant role in respect of the cost parameter: purchases (materials, products and services) can easily represent 50% or more of the total costs of many enterprises. And suppliers may, under certain circumstances, contribute drastically to keep costs under control thus ensuring the competitiveness of an enterprise in a turbulent economy. This is in line with the simple and "reductive"
interpretation above. But suppliers can do much more than this.
- With regard to the Delivery/Service parameter, today's clients want products (or services) at the rate, in the mix and with the timing they establish themselves and want. This compels any serious "client-driven" enterprise to respond with flexibility to client's expectations: to such an extent, that it may become impossible unless its suppliers respond with as much flexibility. And the time of warehouses full of finished products is rapidly expiring, therefore the overall productive process, which really starts at suppliers' premises, must become more and more flexible and "slender" (Lean Manufacturing). Suppliers' contribution to this target plays again an essential role.
- The Quality issue is even more critical. Any product or service is made of "components", and unless the quality of such components is adequate, the quality of the finished product might suffer. In this context, suppliers really have the "lever" in their hands: they contribute to negatives (defects and weaknesses of the finished products), but they may contribute even more to positives (those "extras" in the quality field that may represent the difference between an acceptable product - or service - and an excellent one).
- Same comments can be made for the Innovation parameter. Many enterprises promote innovation as their more competitive feature. But unless their suppliers participate significantly in the innovation process, with a "partnership" spirit oriented to the success of "common" business, the innovation process itself might result poor, incomplete, or even "looser".
- Finally, putting the Time dimension under scrutiny, even more disturbing conclusions appear. Suppliers
play again a very determinant role in respect of all significant times (besides the supply lead-time, which has always been under the careful control of buyers and procurement officers) of modern industry: e.g., the time to market (or development/engineering time for a new product or service); the start-up time, required to launch a new production (or put into operation a new service); the production-time (P-time) necessary to produce a product (or to render a service); the set-up time necessary to switch over from a productive mode into another; and even the information-time, so essential in today's industrial context.
Surely, if suppliers play such an important role, the overall approach to their global management may deserve a different degree of attention and become itself a strategic parameter for the modern enterprise. This is exactly what is taking place within many industrial concerns world-wide, by answering the simple questions: "if suppliers are so determinant in affecting all main competitive parameters, what global strategy can be developed in order to obtain global business competitiveness with their adequate involvement ?"
Several strategies have been developed and are being developed. A new term has been invented: Comakership ("Joint Manufacturing" - with "integrated" suppliers - at its first level; "Manufacturing Partnership" - with "Partner" suppliers - at its more evolved stage), to give disciplinary consistency to the phenomenon.
A new philosophy has been developed, on the so called value-chain ("......business is made today, by being in the right sub-supplier/supplier/client "chain", with the right partner suppliers, in a common effort of succeeding together......"). Enterprises traditionally reluctant to give information to their suppliers are today adopting "open door" policies, communicating globally and on a two-ways basis with their suppliers in an effort to plan, study, learn, analyse feed-backs, and perform together. Co-engineering and co-design have become common practices. PPD - Process/Product Development "together" is a reality. Relationships Client/Supplier feature full trust, open orders and long-term time horizons. In many instances even the informatic network is common.
Certainly, these are signals of a cultural revolution in the Client/Supplier relationship, if one compares today's futuristic situation with the scenario of only 20 years ago: buyers were then busy obtaining best prices (the 3 offers rule!) on a single-order basis, generating high competitiveness between suppliers, exploiting them to the extent of considering suppliers "disposable" like paper handkerchiefs, searching continuously and systematically alternative sources of supply, in a process that had all but reciprocal trust and confidence.
Well, in only 20 years, features are rather different: the buyer's role is highly de-centralised, the decision-making process is spread among a multi-functional management, and the old paternalistic approach has developed into a strategic process of establishment and dynamic maintenance of long-term relationships with few, reliable, well-known suppliers, integrated or to be thoroughly integrated into a business value-chain, with mutual satisfaction, joint responsibilities and joint rewards.
The basis and starting point of this global approach is represented by a deep knowledge of existing and potential suppliers. Vendor Evaluation and Rating has developed greatly in the course of last 20 years, moving from a simple examination of supplier's output, to a valuation of vendor's process (especially with regard to Quality Assurance matters), and finally to a global understanding and rating of supplier's structure, including his management system, his process capability, his employees professionalism, his strategies and his cultural values.
The interim result is a phenomenon well known as Grading of Suppliers, into convenient classes, each with different features and potential. The modern industry, the one aiming at "world-class" status, has a strong tendency to up-grade suppliers in a constant process of improvement, in order to bring them to iso-status: same level of professionalism, same level of business maturity, same level of technological capacity, and same level of orientation to client, with the aim of communicating on the same frequency and reaping jointly and maturely market's opportunities. This is done by transmitting know-how, competence and culture, in a real educational process that may include furnishing to suppliers consulting and training services.
The final result, at advanced levels of comakership, is astonishing. Many industries (even small in size) in USA, Japan, and Western Europe have created their own very personalised comakership strategy, and developed their own value-chain with incredible results. A discipline like Total Quality Management has now developed into GWQC: Group-Wide-Quality-Control, thus extending not only in supplier's direction but also (when applicable) in client's direction, homogenising the quality issue over several links of the value-chain.
There are numerous operational examples of chain-QFD, or Quality Function Deployment discipline applied to all chain links (from client to 4th or 5th sub-supplier level), in order to transform effectively client's (or end user's) needs and expectations into a finished product/service, taking into considerations all components of process and product up to raw material level. And there are many examples of operational partnership (with cross-shareholding) along the various chain-links.
Can we call this evolution, or should we rather talk of revolution?
download this article
|
Total Productive Maintenance: what is it?
by Carlo Scodanibbio for the Cyprus Chamber of Commerce and Industry Magazine
Just consider this little story. Coming back home from honeymoon, life suddenly lands into reality, for husband and wife. And reality consists of a number of small and big things to do, like connecting and putting into operation the new washing machine and dishwasher, and the stove, and the microwave oven, and the fridge, and the vacuum-cleaner, and the food processor..... and this requires reading the instruction manual, checking water and electricity connections, understanding the operation procedures, and, eventually putting each appliance into operation. And whose task is it? Obviously husband's task, because "he is technically minded", as wife states very clearly. And so husband becomes all of a sudden a technician, an electrician, a plumber, and a domestic appliance technologist: he reads trough 4 pounds of instruction manuals, gets organised with tools, does the job, and finally, once he has become a specialist in the field, he does a simple training course to wife on how to operate each machine and each appliance, on safety and other precautions to be observed, on little tricks and hints she must remember to make things work properly, and on basic maintenance rules. On this very last point he finds a lot of resistance - wife is prepared to adhere to basic operating and safety procedures, but not very keen on carrying out certain maintenance tasks...... Husband, very patient, and still in glorious love with wife, decides to compromise on this specific point, assigning to wife only some basic cleaning tasks, while he will take care of checking and cleaning regularly the washing machine filter, of replacing vacuum cleaner's bag when needed, of regular checking of fridge's evaporator, etc.
But this is not all: there are dozens of wall pictures to be hung - light fittings and bedside lamps to be connected - curtains to be fitted - shower to be adjusted - bathroom mirror to be fitted with bulbs - TV set and Video Recorder to be connected and programmed - honeymoon slides to be projected with the new slides projector (also to be put into operation) - and grandmother "holy" armchair to be moved to its final position in the lounge, just to mention a few other tasks for poor husband, who must literally split himself in two in order to cope with this considerable workload, which adds to his professional work and keeps him busy evening after evening....
You may easily imagine the conclusion: in a matter of weeks, if not days, husband is silently appointed "house engineer and technician" and "house maintenance handyman", while wife has implicitly and explicitly self-appointed herself "chief domestic operator and principal chef-de-cuisine"...........
As years go by, the two roles consolidate and become institutionalised. The approach "....I operate, you repair...." or ".....I use, you maintain...." gets stronger and stronger. Wife is always primarily involved with direct and indirect domestic "operations": cooking, cleaning, ironing, etc., which she does herself, or by co-ordinating and supervising her maid. Husband, who has in the meantime created a little workshop in the garage, equipped with all essential tools and well stocked with necessary spares and consumable materials (bulbs, fuses, tape, nails and screws, paints, etc.), is primarily involved with all basic maintenance activities (replacing bulbs, cleaning and checking, replacing gaskets to leaking water taps, painting, lubricating squeaky hinges..... and fixing, repairing, restoring, modifying, overhauling, tuning-up......).
From time to time (but less and less frequently), however, they still look at their honeymoon slides, and think back to that glorious time.....
Amazing, isn't it? But very common, all over the world. Most definitely, housewives capable of (and willing to) handling screwdriver and hammer, besides cooking spoon and sewing needle, are a minor percentage. Where does this phenomenon originate from? Where are the roots of this very diffused mentality?
When we consider that a similar, but much more serious phenomenon is happening from decades in industry, we can easily trace a common denominator. In industry, the separation of roles between "Operations" and "Engineering/Maintenance" is an institutionalised feature from many decades. With very few exceptions, all over the world industry is normally structured with a well distinct identification of two functions: the productive function (Operations), and the service, back-up technical function (Engineering and Maintenance). The scopes, the roles, the duties, the tasks and the responsibilities of the two functions are normally very well codified: the productive function takes care of producing products or services (manufactured goods, like in the manufacturing industry - objects of a project, like in the Construction or Project Industry - a service, like in Banks, or Insurance Companies, or Hospitals) - the back-up technical function takes care of making available, installing, keeping in good running order, and generally attending to the plant, the machines, the equipment, the installed services, etc. necessary to the productive function to perform its tasks. Plant include productive machines, fixed installations like electrical or air conditioning systems, or computer equipment.
The objectives of personnel belonging to the two functions are complementary but well distinct: productive personnel have the primary objective of producing products and or services - technical and maintenance personnel have the primary objective of assuring the availability of plant and equipment to be utilised by productive personnel.
This separation of roles has also originated and consolidated over many years a negative mentality, which can be summarised with the well diffused approach: "....I operate equipment, you maintain and repair it.....", with consequences often catastrophic in industry: lack or absence of responsibilities, shifting of responsibilities (...passing the buck.....), abuse and misuse of equipment and machinery, and, generally speaking, inefficiencies at various levels and of various entities.
Today we easily identify the roots of this mentality in the so-called 1st Industrial Revolution, initiated by Adam Smith over two centuries ago with his principles of fragmentation of work and labour separation.
According to Smith's principles, work is much more efficient when fragmented into simple/elementary tasks to be performed by separate workers, each attending to a "piece" of the overall work, in which he can become "specialised".
Those principles have constructed industry as we know it: with functions, departments, separation of tasks, duties, roles and responsibilities. Those principles have been applied very successfully also to the two industrial functions under consideration, i.e. the productive and maintenance functions, which have been structured accordingly, and perfected over the years as two well distinct entities. Reflections of these principles are at the basis of separation of duties between husband and wife, like in our little story, and can be found in any human, organised activity still today: weather commercial (like in a hair stylist saloon), social (like in a Country Club), or in the public sector (like in a Post Office or Government Department).
These principles, well adequate for long time, and positive catalysts of the industrial revolution which we still see in our world, seem, however, no longer adequate for competing and succeeding in a fast changing world, well more complex than at those times in which industry was being born. While many human activities and many industries will be organised, for years to come, still according to Smith's principles of work fragmentation and specialised tasks, many other are already changing and moving into the so called 2nd Industrial Revolution: several Manufacturing Industries (the so called "World Class Manufacturers"), like many World Class Performers in the Service Sector (Banks, Insurance Companies, Hotels and Restaurants Chains, Software Developers, to mention just a few), are moving away from Smith's principles, and now recompose their previously fragmented productive processes assigning to multi-skilled personnel works featuring multi-tasks and multi-functions. New challenges and new, comprehensive responsibilities are assigned to people, who now perform comprehensive chunks of work in team, having as primary objective not the task to be performed, but the result. World is changing again, so, and in opposite direction to Smith's ideas.
Something of this nature is taking place, within World Class Industries, also in their productive and maintenance functions. The separation between the two functions, so sharp for many decades, now is being re-sewed. The old approach "....I operate, you maintain and repair....." is being shifted into a new, comprehensive approach: "We are all responsible for our equipment and for the value it generates".
This implies, firstly, a very new vision of the two functions production and maintenance. They are now seen as integrated, interconnected, re-united by the common goal. Personnel from the productive department now have much wider, multi-skill tasks: they not only operate machines, but also attend to several basic maintenance duties, like cleaning, lubricating and bolting, previously assigned to maintenance personnel. Properly trained, and by attending to these maintenance tasks, machine operators become more acquainted with their machines. They know more about them, they understand better their principles of operation, and, most of all, they become like "human sensors" capable of detecting even fine signals of abnormalities in their machines, thus contributing to preventing their deterioration by reporting well timely on their status.
Besides, being knowledgeable about their machines, operators may contribute substantially to the solution of many productivity and quality problems originated by machines, and even to simple modifications to machines to upgrade their performance.
On the other hand, maintenance personnel, have now the primary role of making machine operators acquainted with machines by training them, and the essential role of co-operating close-by with the production personnel for enhancing the effectiveness of traditional maintenance activities and new ones as well (like Predictive Maintenance, Maintainability Improvement, and Maintenance Prevention).
The overall result is well described by the name of the discipline which takes care of the 2nd Industrial Revolution applied to Plant Management and Maintenance: the name is Total Productive Maintenance (or TPM, in short) - where the adjective Total signifies the two concepts of Overall Responsibility for Plant and Machines and Overall Effectiveness of Plant and Machines: the first achieved through intensive and new-deal co-operation between the two functions, production and maintenance; and the second achieved through the joint efforts of the two functions.
TPM is concerned with very high levels of performance of Plant, Machines, Equipment and, generally speaking, Technology - TPM is concerned with very high levels of safety related to Plant - TPM is concerned with new levels of performance of "People next to Machine", by assigning them new, wider and challenging tasks, roles and responsibilities, but also granting them higher possibilities of job satisfaction.
Like to say that, according to TPM principles, our housewife should be closer to her machines, more knowledgeable about them, capable not only of operating them, but also of attending to various maintenance tasks, and capable as well of detecting early signals of deterioration and wear, in time, before the matter becomes too serious...... and capable as well (and proud of) lubricating squeaky hinges and fixing leaking taps.
Dream or reality? The Total Productive Maintenance discipline is expanding very rapidly, world-wide.
Will also housewives be affected by it?
download this article
|
Total Employee Involvement: is it possible?
by Carlo Scodanibbio for The Times of Malta
Entrepreneurs, Managers, wouldn't you like your people to be: responsible - accountable - serious - efficient - dedicated to their work - cost-conscious - committed to quality - actively participating in improving your business processes... in a nutshell: wouldn't you like your people to "perform"?
Yes, you surely would. Every manager worth the title, at any level, would very much like to have collaborators acting, thinking and performing well, a sort of "replica" of himself or herself...
However, in spite of such basic aim, very few managers succeed in the purpose. Actually, the majority of managers believes that getting "performing" people is almost impossible. The majority of managers, when something goes wrong, still uses the universally recognised excuse "...with 'these' people, what do you expect?.....". Rather tragic.
And yet, it is possible to have or create fully performing industrial people!
BUT: there are just a few 'conditions' to be respected and something else to be understood.
One of the conditions is that managers must be well aware of the implications of the change, the change that took place in the industrial (and not only) world several years ago, and must manage the change accordingly. If a manager, today, is not a 'change' manager, he or she won't get very far with results.
Normally, when I begin a Total Employee Involvement course, I ask my delegates what they expect from it. Possibly, the best answer I ever received was recently in India, by a top-level manager: "I am here to see if I can learn and improve ways of changing myself - if I can do that, it will be easy to change others, including my people...". Fantastic answer!
Another condition is to be prepared to scrap the 'formula'.
What is the formula? It's the recipe to success, the past success. Every good enterprise was sooner or later successful; like every manager was - at a certain point in his/her career - successful (otherwise he/she would have not become a manager...). The 'formula' is that cocktail of ingredients that made the success: the ways to do things and the ways to do not - the what can be done and what cannot - the 'taboos' and the 'holy cows' - the rules and policies to be respected - the institutionalised values and principles - the procedures to be followed - etc.
Every enterprise has a 'formula' and every manager has one. Some are simple formulas, some are very heavy, sclerotic ones. But every formula is a braking force when it comes to 'change', to the extent that some enterprises prefer to die rather than scrapping the formula, and some managers stick with all their strength to it until it's too late...
According to their formula, managers label their people: it doesn't take long to a manager to appraise a collaborator and assess his/her merit. Once the assessment is made - on the basis of the manager's past experience and of the consolidated 'formula' - a collaborator gets 'labelled' (good - excellent - not-so-good - useless - etc.). That's it. By one of the famous Peter's Principles, every collaborator with a low-score label will remain a low-score collaborators. In extreme circumstances, even for the rest of his life...
And there are a couple more conditions...
But there is also something very important to understand. In industry (never mind what industrial sector) we find a few (4, to be correct) main models of Organisational Structures and an infinite number of hybrid combinations. Well, only 2 out of 4 models allow people (and therefore the enterprise) to perform better and better. The other 2 simply don't. Unfortunately, most industrial, commercial and business organisations in this world 'fall' somehow within the 2 models that just do not allow people growth and better performance! Entrepreneurs and managers simply don't know about it - and even if they do, they don't realise anyhow the entity of the drawback and the impact of belonging to an inadequate 'model' - the strongest 'braking force'!
Yet, they 'push': push for change, push for better results, push for better performance and improvement
.. but, generally, that's like pushing too fast a petrol-engine-driven lawn-mower through thick lawn maybe neglected for too long after heavy rain... the poor lawn-mower engine will just stall. In the past, the strategy was to replace the petrol engine with a more powerful one. Which worked for a while, until the lawn became thicker and ticker, taller and taller (heavy rain
).
Today, we realise that we cannot keep increasing the engine horse-power indefinitely: it will simply not work! Sooner or later the lawn will become a jungle - there is no lawn-mower that can cut through that
..We have to go for a totally different "cutting style"!
The conclusion is that entrepreneurs and managers need to start thinking differently if they want to cope with a rapidly changing environment and succeed in it. When all (or most of) the braking forces will be removed, not only people will begin performing better and better: the entire enterprise will perform better!
"Totally Involved" employees is not at all a myth. There are enterprises (not many, yet - unfortunately) in which: 'change' is managed adequately on a daily basis, so that the motto becomes "it's not so important what you know, is more important what you can learn" - 'formulas' and other braking forces have been minimised - the Organisational Structure has gradually been flattened and modified to be fit for higher level of people and enterprise's performance - managers have become 'coaches' - people have been 'empowered' (integral transmission of responsibilities), not simply 'delegated' ('evaporation' of responsibilities) - improvement actually takes place in a continuous and systematic fashion - people are involved, committed, dedicated, enjoying what they do - and people, at all levels, are not only 'doers', but also and primarily 'thinkers'.
These enterprises are called Lean Enterprises.
download this article
|
Flow Production: why and how
by Carlo Scodanibbio for The Sunday Times of Malta
Achieving a "Flow" type of Production is, or at least should be, a prime target for the Manufacturing Industry.
The basic idea is rather well known and easily understood: Flow Production means a smooth, regular (even continuous) flow of materials through the several stages of the productive process without significant build-ups of stocks.
The implications of organising the productive process in such a manner and the reasons why it should be organised in this way are less known.
Stock is another point of confusion: Flow Production is very often considered as "Stockless Production", where the stock situation is seen as the base (and the pre-requisite) to achieve Flow Production.
the concept
To clarify all the points above we must go back to basics, using an appropriate comparison. I would rather avoid the spontaneous one that immediately comes to mind of a stream or a river. I'd rather go for the "pipeline model".
Under the right conditions (water pressure, pipe diameter, smoothness of inner surface, etc.) the water flow in a pipeline is smooth, regular, continuous and without turbulence. If we also imagine that, instead of having a gravity flow (or a pump working upstream) pushing water through the pipeline, we could rather have a pump on the downstream side "sucking" water out of the pipeline, the comparison would be perfectly centred.
Flow Production is in fact the most modern development of a "pull" type of production in which the manufacturing parameters are set "downstream" as far as possible, ideally by the market (".....the ocean pulls the river"....) - in any case in line with market demand.
The comparison fits all practical situations:
- the "Continuous Process" - type of productive system (with our "pump" running round the clock)
- the "Line" and "Batch" types (with our pump being switched on and off according to incoming orders)
- the "multiproduct" situation in which different pipelines conveying different liquids (different products) are kept operational by switching on the respective pumps (market demand)
- and even "project" situations like construction works (very typically "pull").
Moreover, as in all practical situations, the suppliers/sub-contractors network plays its operational role exactly like affluent pipelines do, conveying their respective liquids in the main pipeline.
To make our similitude more perfect, we can now visualise a main pipeline (our Factory or Productive Concern) sucking a liquid (raw materials) from the upstream inlet - increasing progressively its diameter to allow extra flow from affluent pipelines (suppliers) conveying different liquids (supplies of other raw materials, commercial components, semi-finished items and quasi-products....) mixing in the right proportion to obtain a compound liquid (the finished product) at the pipeline outlet (the market) according to set standards, at the set time and in the set quantity required.
If one tries to visualise this "ideal" pipeline situation and compares it with a real manufacturing situation, all the discrepancies between ideal and real come out sharp and clear:
- Unsuitable layouts cause anything but a smooth, regular, uni-directional flow of materials.
- Plant stoppages, or reduced speed, cause unbalances and inventory build-ups.
- Handling and conveying are equivalent to processing fresh air.
- Set-ups, change of production and re-tooling are other examples of irregular flow.
- Quality control with associated implications (rejects, re-working or degrading) disturbs the productive process.
- Multi-directional flow, or backflow - and all human related errors (misunderstandings, waiting, idling, processing wrong information, duplication of efforts, and the like) cause again all but a smooth, regular flow of materials along the productive process.
In our hydraulic example all the above irregularities would correspond to losses: friction losses due to wrong pipeline diameters or rough inner surface, losses due to wrong type of pipe bends, or uneven diameter changes, or wrong inlet angle of an affluent pipe, losses due to obstacles or partial occlusions in the pipeline, losses due to air bubbles in the mainstream, etc.
In a manufacturing concern we must call these losses by their true name: WASTE.
To achieve (or get as close as possible to) our ideal target of a flow-style production we need to review the whole production process in such a way that waste is reduced to minimal levels and materials flow at an optimum speed, smoothly, regularly and uni-directionally.
Finally, the productive process must do to the product being processed only what it is supposed to do: ADD VALUE to it.
From this angle of view, the market (our pump) should be seen as the driving force that puts and maintain into operation the productive process. This has to be organised in such a way that all waste is cut down to a bare minimum.
Certainly, if this could be achieved in full or in large part, our market should be satisfied.
This explains why Flow Production is today a strategic factor in a client-oriented environment.
Clients want the products they need, how (with the quality parameters) they want, when they want, in the quantity and rate they want, and with a "value" they consider acceptable (or worth). On this basis they will gladly pay the associated price.
In a rapidly changing market, this dictates the need for Flow Production. It is the only way to achieve a productive process at a minimised cost which is "slender" (Lean Manufacturing), flexible, and gives more value-added to fulfil customers' explicit and implied expectations.
the implications
What are the implications of such a vision?
- TQM (Total Quality Management) - or at least, initially, an effective QA system - is a pre-requisite.
- There are, besides, essential "technical" conditions that must be met in order to achieve (or get close to) the ideal target.
- The most important one is "one-piece" flow referring to the condition in which each workpiece should be processed and passed along the production line by itself - simple enough in theory but still very difficult sometimes to put into practice. One-piece flow is the basic concept to uncover first and then to attack the bulk of evident and concealed waste in the production process (example: conveyance waste, movement waste, idle time waste, inspection waste, overproduction waste, defective production waste....).
- Another essential condition is that the factory (or production line) layout must be set according to the processing sequence. Again, this seems quite understandable in theory. But much less in practice when it involves a major revolution. Besides, the layout should be flexible enough to adapt rapidly to a varying range of products, product features, etc.
- Most important: Flow Production, as a technique, cannot simply be "imposed" top-down. There must be active, deep involvement of all those concerned in each production area undergoing the Lean transformation.
- Which, in simple terms, means that the Total Employee Involvement discipline must be deeply practised.
Because, after all, Flow Production is made primarily by People.
download this article
|
|

 for the manufacturing industry
for the manufacturing industry for the project industry
for the project industry for the service industry
for the service industry