Discipline Snelle:
Value Stream Management
Value Stream Mapping
Sono molte le aziende manifatturiere che desiderano intraprendere il cammino "snello". E molte di loro decidono di farlo e lo dichiarano ufficialmente.
Tuttavia sono in molte le imprese che "non ce la fanno": il loro progetto "snello" si blocca a metà strada, spesso anche all'inizio. L'entusiasmo iniziale scema rapidamente o si perde del tutto. Il progetto "snello" viene rimandato, spesso alle classiche Calende Greche. perché?
perché: o la direzione, la direzione "snella", non è chiara - oppure, anche quando lo è, non si riesce ad impostare le priorità d'azione, non si riesce a produrre un programma globale di interventi "snelli".
Le persone sono confuse, soprattutto sulle priorità: cosa si deve fare come prima cosa, e come seconda e come terza? Il tutto è vago, avvolto nella nebbia, anche perché "tutte le necessarie condizioni al contorno del progetto snello non sono state identificate o comprese...."
A titolo di esempio, allo scopo di avvicinare e collegare assieme 2 stazioni di processo per poter stabilire una situazione di flusso continuo (--> approfondisci) tra di esse, può richiedere che i tempi di attrezzaggio o cambio produzione della stazione a monte vengano abbattuti in modo drastico. Se questo punto viene trascurato, l'iniziativa di impostare il flusso tra le due stazioni fallisce ai primi tentativi, e le persone cominciano a prendersela con la filosofia snella che non funziona e trovano tutte le scuse possibili ed immaginabili per tornare ai vecchi metodi... Banghete, il progetto "snello" è chiuso!
Oppure, potrebbe essere necessario ottenere un tasso OTDR (On-Time-Delivery-Rate, o "affidabilità tecnica") più elevato per la stazione di processo più a monte (in modo tale che non causi l'arresto della stazione a valle se non riesce a produrre quanto richiesto). Se prima non si introducono delle sane tecniche di TPM (--> approfondisci) (ed Automanutenzione) nella stazione a monte, il "flusso" andrà a ramengo molto in fretta, con effetti simili all'esempio precedente come conseguenza, e le solite scuse, ecc. ecc.
Episodi del genere avvengono piuttosto di frequente: quello che manca è un piano "snello" centrale, un piano globale ed integrato che colleghi e co-ordini TUTTE le iniziative "snelle" opportune e necessarie, evidenziando limiti e condizioni al contorno, e, soprattutto, programmando le dovute priorità e sequenza di intervento.
Ed è qui che la disciplina del Value Stream Management (letteralmente: Gestione del Corso del Valore) con il suo braccio destro, il Value Stream Mapping (letteralmente: Mappaggio del Corso del Valore), viene in soccorso.
Il Value Stream Management è l'estrapolazione logica ed operativa, in ottica "snella", del Value Adding Management (--> approfondisci) e del Process Engineering (--> approfondisci) e rappresenta oggi la disciplina ideale per pianificare, collegare, integrare e co-ordinare iniziative snelle. Il che si fa, operativamente, utilizzando la tecnica del Value Stream Mapping (VSM) per mezzo di una raccolta sistematica di dati e della loro susseguente analisi.
TARGET PRIMARIO DEL VSM: Riduzione del lead time di produzione (throughput time) tramite eliminazione sistematica degli sprechi. Come?
Comprendendo prima ed analizzando poi il Flusso dei Materiali ed il Flusso delle Informazioni lungo il Corso del Valore sotto esame.
Per poter essere efficace, il VSM deve essere compreso, supportato e pilotato dalla Direzione Generale - e compreso e conosciuto operativamente da Manager, Capi Squadra, Capi Gruppo e Personale Operativo.
Oltre ad essere un'ottima tecnica per i gruppi operativi di miglioramento (i quali abbisognano di strumenti pratici per capire il sistema produttivo e per pianificare iniziative snelle), il VSM rappresenta una carta formidabile per la Direzione Generale (che vuol conoscere e "toccar con mano" i benefici, anche economici, derivanti da un "progetto snello").
Lo strumento comune per entrambe le parti è lo "storyboard", ossia un poster (anche di grosse dimensioni) che raggruppa tutti i dati del caso.
l'approccio VSM
Ci sono 9 passi cruciali in un esercizio di Value Stream Mapping:
A] Forte impegno in direzione snella
B] Identificare e selezionare corsi di valore idonei
C] Apprendere discipline snelle
D] Mappaggio dello stato presente
E] Determinare opportuni indici
F] Mappaggio dello stato futuro
G] Impostare piani di miglioramento snelli stile kaizen
H] Implementare i piani di miglioramento
I] Controllare i risultati
Uno alla volta:
A] FORTE IMPEGNO IN DIREZIONE SNELLA
Questo è il passo più critico e delicato, proprio perché è il primo passo nella direzione "snella".
La Direzione d'impresa deve essere del tutto consapevole del significato della direzione "snella" e fortemente impegnata in tale direzione. E' il solito "big-bang", senza il quale niente può accadere: se la Direzione delega il progetto snello (semplice assegnazione d'incarico) ad un manager, anche senior (magari il Direttore della Produzione), ci sono delle possibilità che il progetto produca solo miglioramento marginale od addirittura fittizio.
La Direzione deve:
- essere ben illuminata su principi base di Lean Manufacturing (--> approfondisci)
- capire cosa il LM comporti e quali sono le condizioni al contorno
- capire che è necessario che le persone (tutte) siano fortemente coinvolte nel progetto
- comprendere che le scorciatoie nel cammino snello non esistono
- assolutamente non confondere l'esercizio "snello" con uno di "taglio dei costi"
- capire che il progetto "snello", per funzionare, deve essere pilotato dall'alto e dall'alto monitorato in tutte le sue fasi
Se tali requisiti non sono verificati, il progetto "snello" zoppicherà e prima o poi mostrerà tutte le sue lacune.
Pertanto, la Direzione Generale deve seguire un buon corso di Lean Manufacturing e di Value Stream Management. A tal riguardo, ogniqualvolta mi si richieda di presentare un corso di Lean Manufacturing "in-house", pongo come pre-requisito (ed insisto) che la Direzione Generale partecipi a tempo pieno. Punto e basta.
In generale, quando la Direzione è convinta sulla bontà del progetto "snello" ed impegnata a portarlo avanti, prima o poi (meglio prima che poi) farà una semplice ma chiara dichiarazione formale a tutto il personale dell'impresa. La quale dichiarazione, in sintesi, informa ufficialmente che l'azienda è ora in procinto di intraprendere la strada snella - che tutte le persone verranno formate su principii snelli e sull'uso di strumenti snelli, nonché ben informate sui benefici, vincoli e prerequisiti associati al cammino snello - che si richiede che tutto il personale dell'azienda partecipi attivamente al progetto snello - che tutti sono i benvenuti a bordo della barca che ormai va in direzione snella, ma a tutti si richiede di remare in tale direzione - ma che, tuttavia, ciò non è obbligatorio: è ben possibile che a qualcuno non piacciano i principii e valori della filosofia snella: nel qual caso, a quel "qualcuno", non si richiederà di rimanere a bordo - ed infine, che sia chiaro che la direzione è ormai impostata, è definitiva ed è irrevocabile: non si torna indietro.
Questo è il migliore (e direi, unico possibile) punto di partenza di un progetto snello con buone probabilità di successo. La strada sarà lunga e dura: tutti devono esserci preparati....
Un'altra mossa critica che deve aver luogo durante questa prima fase, è la nomina di un Lean Project Manager (LPM - il Project Manager del progetto "snello"). La Direzione deve individuare un manager "senior" che sarà in carica del progetto "snello", totalmente responsabile del suo risultato, e sul quale effettui opportuni rendiconti alla Direzione medesima.
E' bene chiarire che non si tratta di "semplice delega": il LPM deve lavorare a stretto contatto con la Direzione; deve effettuare regolare rendiconto alla medesima; ed è sempre la Direzione che dall'alto pilota il progetto "snello".
Tale persona va scelta e nominata in ogni caso: la complessità di un esercizio di VSM può essere tale che la Direzione Generale non potrebbe gestirlo direttamente. Pertanto, a co-ordinare il progetto, ci deve essere qualcuno che abbia tutte le caratteristiche del bravo Project Manager: bravo a pensare, a pianificare, a comunicare, a gestire gruppi di lavoro, a co-ordinare, a stimare, ad amministrare, etc.
E chi potrebbe essere tale persona?
Un manager di livello senior, di notevole autorità, ma non necessariamente proveniente dalla funzione Produzione. Il LPM può anche essere un Dirigente od un membro della Direzione Generale o del Consiglio di Amministrazione. Quel che conta sono le sue abilità e capacità personali nei riguardi della gestione di un progetto complesso.
Sempre durante questa fase iniziale, il LPM nomina il Gruppo di Lavoro VSM primario (VSM Team), che deve necessariamente includere manager (o vice) delle funzioni principali dell'azienda (Produzione, Qualità, Impianti, Manutenzione, Ufficio Tecnico, R&S, Acquisti, ecc.).
dopodiché si è pronti per la fase successiva.
B] IDENTIFICARE E SELEZIONARE CORSI DI VALORE IDONEI
Un'azienda manifatturiera può produrre un prodotto solamente, oppure alcuni, oppure una gamma di prodotti simili, oppure parecchie gamme di prodotti.
Cos'è un Corso di Valore (value stream)?
La definizione è: la sequenza di quelle attività di processo che originano come output un prodotto od una gamma di prodotti simili (ma, in generale, anche un servizio - od un prodotto ed un servizio....). Quindi un corso di valore è un processo, l'intero processo (comprendente tutte le stazioni di processo, linee di produzione, ecc.) necessario per produrre quel certo output.
Tradizionalmente si considera che esso cominci nella zona di ricevimento materiali e finisca nella zona spedizioni.
Tuttavia, nell'ottica del VSM, un corso di valore comincia presso i fornitori e finisce presso i clienti.
NOTE
Un processo operativo manifatturiero potrebbe non essere affatto un corso di valore, potrebbe essere addirittura un corso di sprechi! Se il processo è impostato su metodi molto tradizionali (PUSH/LOTTI/MRP) tale corso potrebbe fluire pochissimo e far scorrere ben poco valore.....
E' compito dei Team VSM di trasformarlo in un vero e proprio corso di valore, ossia di renderlo "snello"!
Uno dei primi compiti (molto importante) del Team VSM co-ordinato dal LPM è di selezionare uno o più corsi di valore ai quali applicare l'esercizio VSM.
Quale/i e quanti?
Questo dipende dalla politica impostata a stretto contatto con la Direzione Generale - da risvolti pratici - da condizioni al contorno - da buon senso.
In una PMI potrebbe essere abbastanza semplice sviluppare l'esercizio VSM sull'intera gamma di prodotti, e quindi su tutti i corsi di valore dell'azienda. In un'azienda di più larghe dimensioni questo potrebbe risultare impossibile, od eccessivo, o comunque non giustificato e non pratico.
Considerando gli sforzi e le difficoltà associate con un esercizio VSM, il Team VSM, o la Direzione, o entrambi, potrebbero decidere di razionalizzare le cose e di concentrarsi inizialmente solo su uno o su pochi corsi di valore (probabilmente quelli relativi ai prodotti vincenti o comunque più importanti per l'azienda), e lasciare gli altri corsi di valore per uno stadio successivo.
La selezione di uno o più corsi di valore opportuni è critica: l'esercizio VSM DEVE essere di successo, non può assolutamente fallire, pena la fine prematura e duratura del Progetto Snello.
Una volta che la selezione è stata fatta, il Team VSM può lanciare le attività successive. Che includono:
- identificare TUTTE le persone coinvolte o comunque correlate con il corso/i del valore selezionato/i
- strutturare queste persone in sotto-gruppi (sub-Team) ciascuno co-ordinato da un sub-LPM
- scegliere i sub-LPM
- pianificare adeguata formazione sul Lean Manufacturing per tutti
Anche questo è piuttosto critico.
Un esercizio VSM sarà di successo solo se coloro coinvolti in ogni area operativa del corso del valore parteciperanno attivamente all'esercizio (in modalità "bottom-up", ma co-ordinati e pilotati "top-down").
Allo scopo: tutte queste persone dovranno conoscere pratiche "snelle" - gradualmente convincersi della loro bontà - e gradualmente fare il salto culturale da una mentalità tradizionale ad una "snella".
La parola chiave è "gradualità", anche se è provato che mettere in pratica discipline snelle crea coinvolgimento e permette di effettuare salti culturali più rapidamente di quanto non si creda.
In ogni caso, pianificare bene questa parte del programma snello è critico e delicato, specialmente in aziende "tradizionali" e di una certa mole.
C] APPRENDERE DISCIPLINE SNELLE
Questa è la fase educativa e formativa. La formazione va intesa sia come processo "formale" (in aula) che meno formale (on-the-job).
Un programma formativo ben articolato dovrebbe includere: una parte di "sensibilizzazione" al fenomeno dello "spreco" ed educazione all'individuazione ed eliminazione del medesimo - una presentazione abbastanza completa sui benefici del cammino snello, nonché sui suoi pre-requisiti e condizioni al contorno - una presentazione di massima (inizialmente) delle discipline snelle disponibili e della loro area di applicazione - l'illustrazione delle procedure del Value Stream Mapping e dei suoi strumenti pratici - nonché (importante!) consigli (e trucchi vari) per mantenere l'entusiasmo "snello" vivo durante tutte le varie fasi del percorso (e dopo....).
Questo ultimo punto è importante perché nel programma formativo dovrà essere incluso anche l'aspetto "formare i formatori". Sub-LPM, manager funzionali, capi squadra, capi reparto, capi gruppo, ecc. dovranno tutti in qualche modo diventare formatori di altri e diffondere top-down la mentalità snella. Uno dei loro compiti critici sarà per l'appunto quello di generare prima, e mantenere dopo, adeguato effetto volano di tipo "snello".
Notare che la formazione snella è un processo senza fine: esso andrà avanti durante l'esercizio VSM e dopo!
Chi deve ricevere formazione?
TUTTI GLI INTERESSATI a tutti i livelli. Punto.
Una nota sulla tempistica: non dimentichiamoci che la produzione non si può arrestare, e pertanto i tempi e periodi formativi dovranno essere studiati con cautela ed in dettaglio, in maniera tale che il processo di apprendimento delle pratiche snelle si sviluppi e si articoli in maniera soft, fluida, senza intoppi e senza corse frenetiche.
Qui non ci sono regole fisse. Le regole dovranno essere personalizzate e tagliate su misura dal Team VSM.
La formazione quindi prenderà luogo.
Notare: la fase successiva può iniziare alla fine della fase formativa OD ANCHE DURANTE la medesima.
D] MAPPAGGIO DELLO STATO PRESENTE
Come già detto sopra, lo strumento principale del VSM è il cosidetto storyboard.
Questo in genere è un poster a parete (di dimensioni piuttosto grandi per corsi di valore complessi, fino ad occupare una parete intera), suddiviso in 2 aree principali:
- la Mappa dello Stato Presente, in genere sulla sinistra del poster
- la Mappa dello Stato Futuro, in genere sulla destra del poster
In genere, in fondo al poster, c'è una zona riservata agli Indici "Metrici" (indici presenti e futuri - vedasi sotto).
Adesso c'è da fare un passo preliminare e poi un certo numero di passi operativi per mappare lo stato presente.
PASSO PRELIMINARE Lavoro di gruppo. Il LPM ri-definisce il Progetto "snello" - sottolinea le motivazioni alla base della scelta del corso di valore in oggetto - e ri-spiega brevemente l'approccio e le procedure del VSM - ricorda quali sotto-gruppi VSM sono stati creati - definisce, dopo opportuno dibattito, i tempi operativi dello step attuale (Mappaggio Stato Corrente) - ed assegna incarichi ai vari sub-LPM dei Team operativi.
PASSI OPERATIVI
I vari Team VSM entrano in azione. Ecco i passi (non necessariamente in sequenza logica):
Mappare il Processo usando lo strumento Diagramma a Frecce.
Questo passo, in genere, non è incluso negli esercizi VSM tradizionali. Io lo raccomando caldamente (per le ragioni sotto illustrate).
Esso consiste nell'identificare i Componenti di Processo (sia a valore aggiunto che non) nel corso di valore in argomento, e mappare il processo in scala. Tutti i vincoli fisici (pilastri, pareti, ecc.) come pure tutti i dislivelli (se ce ne sono) vanno indicati.
I Componenti di Processo principali sono 4:
RITENZIONE (parcheggio) - MOVIMENTAZIONE (trasporto) - OPERAZIONE (a valore aggiunto?) - ISPEZIONE (Controllo)
Una Mappa di Processo prodotta con il Diagramma a Frecce ha il seguente aspetto:
Da notare che, per semplicità, nella mappa sopra non sono stati evidenziati vincoli fisici come pilastri e pareti.
perché è importante mappare fisicamente il processo? Per 2 ragioni principali:
perché in tal modo si apre la porta a studi di Rasatura a zero del Processo e di Raggruppamento Tecnologico, molto utili quando si dovrà approntare la Mappa dello Stato Futuro (vedasi sotto)
E perché l'aver evidenziato tutti i vincoli fisici potrà tornare molto utile durante il Mappaggio dello Stato Futuro per individuare sia criticità (ostacoli vari nel cambiamento del layout - come la presenza di un pilastro o di una parete che non si può abbattere....) che opportunità (ad esempio un dislivello tra pavimenti che può essere sfruttato per trasportare "per gravità" materiali o WIP ad una stazione di processo)
Sbozzatura dello Stato Presente. Usando le icone suggerite dai guru del VSM (o, ancora meglio, le vostre!), disegnare schematicamente tutte le Stazioni di Processo appartenenti al Corso di Valore in oggetto - MA cominciando da Fornitore/i e finendo con Cliente/i - nella zona dello Stato Presente. Seguire la "linea dei tempi" (da sinistra a destra) ad illustrare la sequenza.
La zona dello Stato Presente apparirà come segue:
Notare: attaccata ad ogni Stazione di Processo c'è una tabella dati (che dovrà poi essere riempita di dati). In modo simile, ce n'è una appena sotto le icone rispettivamente del Cliente/i e del Fornitore/i.
Infine c'è una tabella dati per l'intero processo.
Il diagramma schematico appena sbozzato rappresenta il Flusso dei Materiali per quel Corso di Valore.
Adesso può iniziare il passo successivo, che è quello della Raccolta dei Dati. Innanzitutto bisogna raccogliere dati riguardanti il Flusso dei Materiali.
Le Operazioni produttive devono essere documentate con dati significativi. Ma quali dati?
Non c'è regola fissa. I vari Team VSM dovranno individuare i dati più rappresentativi per ogni Stazione di Processo, per l'intero Processo, per le forniture dai Fornitori e per le spedizioni ai Clienti. E tutti i dati raccolti vanno indi inseriti nelle rispettive tabelle dati.
Ecco una linea guida sui possibili dati "significativi":
PER OGNI STAZIONE DI PROCESSO
- Tempo totale per turno
- Tempi morti programmati
- Tempi programmati di manutenzione
- Tempo tipico di set-up (riattrezzaggio - cambio produzione)
- Tempo netto attualmente "disponibile" per turno
- OEE: Overall Equipment Effectiveness (3 parametri)
- Tempo netto medio esente da guasti e microfermate
- Dati di rilascio prodotto a valle (per giorno/settimana/mese)
- Lotto Economico - Lotto attuale tipico
- WIP (Work-in-Progress)
- Numero di Operatori
- Capacità/velocità teorica macchina
- e così via
PER L'INTERO PROCESSO
- Tempo totale per turno
- Tempi morti programmati
- Tempi programmati di manutenzione
- Tempo tipico totale di set-up (riattrezzaggio - cambio produzione)
- Tempo netto attualmente "disponibile" per turno
- OEE (Overall Equipment Effectiveness) di processo (3 parametri)
- Tempo netto medio esente da guasti e microfermate
- Dati di rilascio prodotto alle Spedizioni o Magazzino PF (per giorno/settimana/mese)
- Lotto Economico - Lotto attuale tipico
- Dati su interruzioni tipiche o ricorrenti o significative alle attività di processo
- Numero totale di Operatori (inclusi gli addetti ai servizi accessori, movimentazioni e logistica)
- Tempo totale di attraversamento (Throughput Time)
- e così via
PER FORNITORE/I
- Descrizione/quantità tipiche per ogni lotto di fornitura di materiali critici
- Frequenza di fornitura (tipica)
- Lead Time (da piazzamento ordine)
- Indice di "puntualità" (OTDR)
- Specifiche di CQ in accettazione
- Dati di rigetto parziale/totale forniture per non conformità - PPM
- Specifiche di rilascio alla produzione - specifiche di quarantena
- Dimensione tipica lotto rilasciato alla produzione, per materiale
- e così via
PER IL CLIENTE/I
- Fabbisogni medi per prodotto (settimana, mese....)
- Frequenza attuale di consegna
- Dimensione (tipica, media....) lotto di consegna
- Indice di "puntualità" (OTDR)
- Dati di rigetto da parte del cliente dei lotti consegnati causa non conformità
- Difettosità accertata (tipica, media, picco) - PPM
- e così via
Fa parte integrante di questo passo la raccolta di dati riguardanti il "cosa succede tra stazioni di processo - tra fornitore/i e stazione di processo N. 1 - e tra l'ultima stazione di processo ed il cliente/i.
Anche questi dati vanno raccolti e documentati nello storyboard.
I dati più importanti comprendono (ma non solo) anche i seguenti:
- Metodo di trasmissione materiali tra: Fornitore/i e Stazione di Processo 1 - tra Stazioni di Processo - tra l'ultima Stazione di Processo e Cliente/i. Il metodo può essere di tipo PUSH (spinto) - di tipo PULL (tirato) - oppure ibrido.
- Stock e WIP (Work-in-progress) agli stessi punti di cui sopra
Tali dati possono essere inseriti nelle tabelle dati o, meglio, a parte (tra stazioni di processo). Allo scopo si possono usare le icone VSM suggerite dai guru, oppure (preferibile) inventarsi le proprie. La Mappa dello Stato Presente assumerà il look seguente:
Un altro dato importante da inserire nella Tabella Dati di Processo è il Numero totale di Giorni di Stock/WIP presente nell'intero processo.
La Linea dei Tempi, nella parte inferiore della Mappa dello Stato Presente, può essere utilizzata per illustrare dati di tempi significativi, ad esempio:
- tempo tipico o medio di processo in ciascuna stazione di processo
- tempo di attesa (di un lotto) tipico o medio tra ogni coppia di stazioni di processo
Tali tempi possono essere espressi in minuti, ore, giorni o settimane, a seconda dei casi.
La Linea dei Tempi quindi sarà all'incirca come da esempio:
A questo punto si può passare a studiare il Flusso delle Informazioni nello Stato Presente. Questa è la seconda parte del processo di Raccolta Dati.
Obiettivo: individuare tutti i dati significativi concernenti il flusso delle informazioni per il corso di valore in oggetto tra:
- Cliente/i ed Azienda
- Azienda e Fornitore/i
- entro l'azienda: informazioni per/da la Produzione, la Pianificazione, il Controllo
Il meccanismo di flusso delle informazioni, specifico per ogni azienda, e riguardante il corso di valore in argomento, è in genere qualcosa di simile:
- il Cliente passa ordini all'azienda per il/i prodotto/i in argomento
- gli ordini del/i Cliente/i vengono elaborati "da qualche parte" e convertiti in:
- ordini alla Produzione
- ordini al/i Fornitore/i
- gli ordini alla Produzione vengono ulteriormente elaborati e convertiti in Programmi di Produzione
- i Programmi di Produzione (settimanali/giornalieri) vengono trasmessi alle varie Stazioni di Processo
Pertanto, i Team VSM devono investigare il funzionamento di tale meccanismo, individuando dati di informazioni in arrivo a ed in partenza da ogni "entità", e documentarli nella Mappa dello Stato Presente.
Due entità principali devono essere analizzate in dettaglio:
1 - la, chiamiamola così, Unità Centrale di Elaborazione
2 - la, chiamiamola così, Unità Di Programmazione/Controllo Produzione
Ovviamente, entrambe tali Unità, in pratica, possono consistere di vari uffici o sub-unità...
La rappresentazione schematica nella Mappa dello Stato Corrente apparirà all'incirca come segue:
Notare:
le varie Tabelle Dati collocate: vicino all'Unità Centrale di Elaborazione (per inserirvi dati riguardanti l'Unità medesima) - tra Cliente ed Unità Centrale di Elaborazione (per inserirvi dati concernenti il piazzamento/trasmissione di ordini di vendita) - tra Unita Centrale di Elaborazione e Fornitori (dati concernenti gli ordini di acquisto) - tra l'Unità Centrale di Elaborazione e l'Unità di Programmazione/Controllo Produzione (dati riguardanti la trasmissione di Ordini di Produzione) - vicino all'Unità Programmazione/Controllo Produzione (dati riguardanti questa Unità) - tra l'Unità Programmazione/Controllo Produzione e le varie Stazioni di Processo (magari dovrebbero anche essere inserite Unità di Supervisione Produzione, ove del caso....) (dati sulla trasmissione di Programmi di lavoro giornalieri o settimanali).
E quali sono i dati significativi da raccogliere e documentare?
Anche qui non si possono stabilire regole fisse. Linee guida:
- Frequenza di trasmissione informazioni (tra le varie entità)
- Mezzi di trasmissione e documentazione (cartacei, elettronici, telefono/fax...)
- Personale (numero di persone o ore-uomo) necessario per elaborare e trasmettere informazioni
- Caratteristiche principali del sistema di programmazione (MRP, MRPII, Kanban....)
- Problematiche tipiche o frequenti (ritardi, disguidi.....) - entità e frequenza
- Lead Time tipici tra le varie entità
- e così via
Prima o poi, tutti i dati significativi riguardanti il Flusso di Informazioni vengono raccolti e documentati nella Mappa Stato Presente. Il target è semplice, ma non è sempre semplice arrivarci:
"Conoscere in sufficiente dettaglio e con adeguata chiarezza come funziona il meccanismo di gestione, elaborazione e trasmissione di informazioni, meccanismo teso a far sì che tutte le entità del caso (Fornitore/i e Stazioni di Processo) sappiano cosa fare, quando farlo, e come.
Il passo di raccolta dati (per entrambi i flussi: materiali ed informazioni) è il più delicato ed anche il più oneroso in termini di sforzi in un esercizio di VSM.
Tuttavia esso è di importanza vitale, non solo per documentare la Mappa Stato Presente, ma anche e soprattutto per mettere in grado le persone coinvolte nell'esercizio di conoscere (finalmente!) come funzione il Sistema Presente delle Operazioni produttive!
Esso richiede sforzi e dedizione da parte di vari Team VSM e può comportare tempi lunghi prima di essere portato a termine con sufficiente accuratezza.
E' molto importante che si raccolgano e documentino solo dati significativi (altrimenti l'esercizio VSM diventa un incubo e produce pochi risultati) - tuttavia, TUTTI i dati significativi (quelli che avranno un impatto sul sistema "futuro") devono essere raccolti e documentati.
Mentre i dati raccolti cominciano ad arrivare nella Sala di Controllo VSM (quella dove è lo storyboard), i dati medesimi vengono verificati e quindi inseriti nelle rispettive Tabelle Dati.
Finalmente questo passo viene completato. La Mappa dello Stato Corrente viene controllata e verificata, ed infine viene formalmente approvata dal LPM.
E] DETERMINARE OPPORTUNI INDICI
Altro passo importante.
La Mappa dello Stato Presente appena prodotta è uno strumento eccellente ed operativo per comprendere ed analizzare in dettaglio lo stato di cose attuale. Come tale è uno strumento formidabile per i Team VSM, in quanto li mette in grado di rintracciare ogni dato o dettaglio significativo in ogni momento ne possano aver bisogno.
Tuttavia, allo scopo di effettuare (prima o poi bisognerà farlo) un confronto tra lo stato di cose attuale e quello "futuro", più snello (ancora da inventare), i dettagli non sono poi così importanti, in special modo per la Direzione Generale.
Quel che serve sono indici: pochi, globali e significativi.
Ecco perché questo passo è importante.
In questa fase dell'esercizio VSM, il Team VSM primario (quello guidato in prima persona dal LPM), identifica e definisce gli indici metrici del sistema: indici che sinteticamente descrivano con efficacia la performance di sistema.
Quali indici?
Qui è possibile dare qualche regola. Gli indici suggeriti dovrebbero comprendere almeno:
- Il Tempo Ciclo Totale
- La ΣTempo VA (Sommatoria dei Tempi a Valore Aggiunto)
- Il Tempo Globale di Attraversamento (Throughput Time)
- Il principale indice snello: ΣTempo VA / Throughput Time
- L'indice PDPM (Parti Difettose Per Milione) - oppure il Livello Sigma di Processo
- L'OEE - Overall Equipment Effectiveness
- L'Indice di Rotazione degli Stock
- Il numero di Giorni di WIP totali nel Processo
- L'indice di Tempi Attivi di Processo (Uptime)
- Un Indice Globale di Affidabilità del Processo (OTDR = On Time Delivery Rate)
Gli Indici Metrici su indicati dovrebbero essere ben sufficienti ad esprimere la Performance di Sistema. In effetti, bisogna ammettere che il Principale Indice Snello su riportato, da solo, dà già una ottima indicazione di tale Performance.
In ogni caso, è compito del Team VSM Primario di identificare i necessari Indici Metrici, concordare su di essi, e documentarli nell'apposita zona (quella più in basso, in genere) dello storyboard.
E' consigliabile di suddividere questa Tabella degli Indici sì che evidenzi:
- Gli Indici Metrici dello Stato Presente
- Gli Indici Metrici dello Stato Futuro (proposti)
- I Miglioramenti % di tali Indici (e quindi, della Performance)
ad esempio come segue:
Adesso si può cominciare ad intravedere la potenza del VSM: una volta che la Mappa dello Stato Futuro verrà prodotta, ed i corrispondenti Indici Metrici individuati e proposti, sarà ben facile confrontare i due stati.
La valutazione dei benefici collegati allo Stato Futuro potrà essere effettuata e presentata alla Direzione: musica, per le sue orecchie....
F] MAPPAGGIO DELLO STATO FUTURO
Questo passo viene fatto dai vari Team VSM utilizzando:
- il "know-how snello" che ormai hanno
- e puro pensiero creativo
Dopo una ulteriore verifica della Mappa dello Stato Presente, il LPM assegna incarichi ai vari Team VSM. L'obiettivo: produrre una Mappa dello Stato Futuro (proposto) che sarà più "snella" (il più possibile) di quella Presente, e raggiungibile per mezzo di un certo numero di Progetti di Miglioramento di stile Kaizen.
Gli obiettivi "tecnici" sono:
- Flusso Continuo
- Tirato dal Cliente
- con Sprechi ridotti all'osso
- con un Throughput Time minimo possibile
- e massimizzando l'Indice Snello principale ΣTempiVA / Throughput Time
Non esiste una procedura fissa e pre-determinata per arrivare a ciò, perché le cose variano da caso a caso.
Quella che segue (a titolo di esempio) è una possibile linea guida, a tappe:
Disegnare icone rappresentanti Cliente/i, Fornitore/i, Unità Centrale di Elaborazione e Unità Programmazione e Controllo Produzione:
Inserire tabelle dati da utilizzare in seguito.
Quindi focalizzarsi sul lato della domanda (il Cliente viene sempre primo). Cercare di rispondere a certe domande:
- Quanto è l'entità della domanda?
- A quanto ammonta il corrispondente TEMPO DI TAKT?
- Stiamo sovra-producendo, sotto-producendo, oppure riusciamo a far fronte alla domanda?
- Riusciamo o riusciremo a produrre a velocità pari al TAKT (o pari al TEMPO DI TAKT OPERATIVO, più prudente; o pari al PITCH) con la Capacità Produttiva attuale e con il tipo di Sistema Produttivo che abbiamo?
- Dobbiamo introdurre dei BUFFER STOCK (Polmoni di Scorta)? Dove? Di che entità?
- Dobbiamo introdurre dei SAFETY STOCK (Stock di Emergenza)? Dove? Di che entità?
- Ci potrebbe servire un SUPERMARKET DI PRODOTTO FINITO?
- E, soprattutto, di che tipo di MIGLIORAMENTI SNELLI avremo bisogno per riuscire a produrre in modo stabile a TEMPO di TAKT?
E' meglio non scendere troppo nei dettagli dello Stato Futuro in questo momento - ciò verrà in seguito.
Però se, ad esempio, una delle conclusioni preliminari è che bisognerebbe avere (magari temporaneamente) del BUFFER STOCK e/o del SAFETY STOCK e/o un SUPERMARKET PF, le icone corrispondenti si possono cominciare a mettere nella mappa, come da esempio:
Poi è il momento di cominciare a pensare a quali Discipline o Tecniche Snelle verranno utilizzate in quali Stazioni di Processo, allo scopo di rendere il processo snello ed a flusso.
Tali discipline potrebbero essere, ad esempio: il Metodo SOPO (--> approfondisci) - tecniche di Riattrezzaggio Rapido (--> approfondisci) - Automanutenzione ed altre tecniche della TPM (--> approfondisci).
E' ben possibile che, mentre si mappava lo Stato Presente, si sia già cominciato ad intravederne le debolezze e pertanto ad individuare dei piani di miglioramento. Adesso è il momento di dispiegarli.
Ed è anche il momento di pensare a quali Tecniche di Miglioramento Qualità verranno adottate per far sì che la difettosità in uscita da certe Stazioni di Processo venga ridotta al minimo (target = 0 difetti). Allo scopo, ci sono tecniche della TQM (--> approfondisci) - CQ "in linea" effettuato dagli operatori - CSP - 6-Sigma (--> approfondisci) - 100% testing - 0 difetti/Poka-Yoke (--> approfondisci) - ecc.
Ed adesso bisogna concentrarsi sul Flusso. Target: Flusso Continuo. Questo comporta che ogni Stazione di Processo a valle riceva da quella immediatamente monte:
- solo quei componenti (pezzi, semilavorati....) richiesti
- e proprio nel momento in cui sono richiesti per essere lavorati
- nella quantità esatta voluta
- col voluto livello di qualità (0 difetti)
Brainstorming creativo: quale Tecnica Snella di Flusso Continuo si può applicare a quale stazione di processo per esaltare il FLUSSO ed il PULL?
Bisogna dar risposta a varie domande:
- Dove si può applicare il principio del flusso continuo?
- Dove si può andare oltre, applicando il principio del flusso continuo a pezzo singolo?
- Si riuscirebbe ad applicarli a due o più Stazioni di Processo contigue?
- Si può, almeno, ridurre la "dimensione dei lotti" in un numero di Stazioni contigue?
- Si riesce ad introdurre il principio di Cella di Produzione a rimpiazzare 2 o più Stazioni contigue?
- Si potrebbe portare fisicamente più vicine (o collegarle) due Stazioni di Processo ora lontane nel layout attuale?
- Si potrebbe "integrare" 2 o più Linee di Processo?
- Si potrebbe eliminare qualche stazione non necessaria o ridondante?
- Si riesce ad applicare il principio di Rasatura a zero del processo e quello del Raggruppamento Tecnologico per raggruppare assieme ed a flusso 2 o più stazioni di processo?
Ecco dove la Mappatura di Processo fatta precedentemente usando il Diagramma a Frecce torna molto utile.
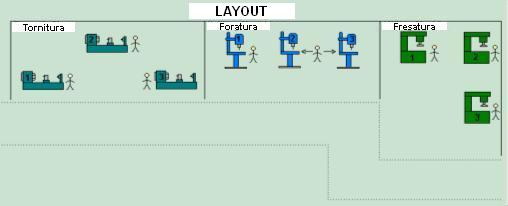
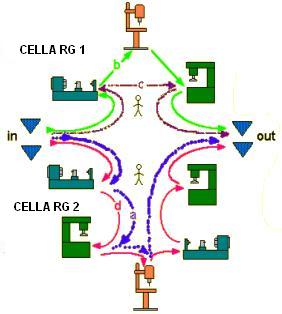
Facciamo un esempio di utilizzo della tecnica Rasatura a zero/Raggruppamento Tecnologico. Consideriamo il layout seguente:
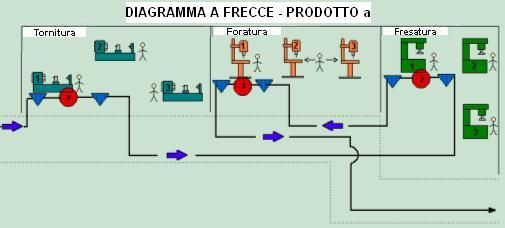
Adesso consideriamo il Diagramma a Frecce del Prodotto a (uno dei 4 prodotti lavorati in questo corso di valore):
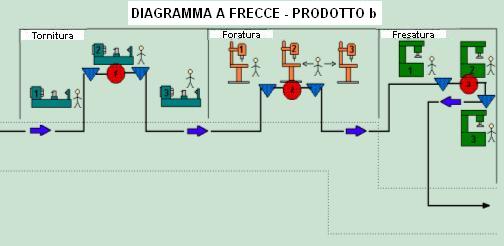
E del Prodotto b:
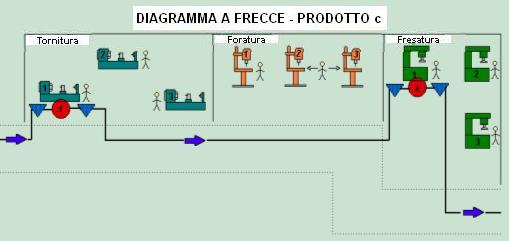
E del Prodotto c:
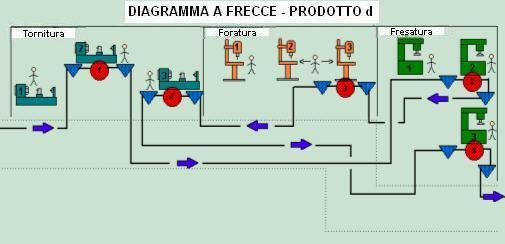
E del Prodotto d:
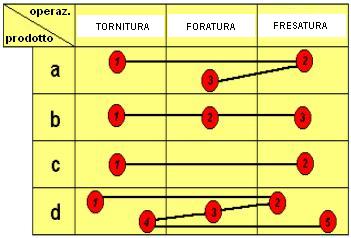
Adesso rappresentiamo schematicamente il routing (i percorsi) dei 4 Prodotti attraverso le varie Stazioni di Processo:
Da notare: se macchine della stessa categoria (ad es. Torni) differiscono (in prestazioni, capacità, velocità, caratteristiche, ecc. - cioè non sono del tutto intercambiabili), bisogna fare una colonna separata per ogni macchina.
Dopo aver fatto questa analisi, il Team VSM che tratta questa zona particolare dello Stato Futuro potrebbe arrivare alla conclusione che è possibile "operare a flusso" per mezzo di 2 Celle RT (Celle a Raggruppamento Tecnologico): la prima per lavorare i Prodotti b e c, e la seconda per lavorare i Prodotti a e d - ciascuna Cella gestita da un operatore multi-abilità e multi-funzione - come da schema:
Brainstorming creativo: riferendosi alla Mappa di Processo, ci sono forse dei vincoli o limiti fisici imposti dal layout presente? Si possono aggirare o in qualche modo superare?
D'altro canto, c'è forse qualche opportunità che si possa cogliere nel riprogettare lo Stato Futuro?
Circa tali opportunità: ricordarsi sempre dell'esistenza della forza di gravità. La forza di gravitò esiste ovunque, è disponibile con abbondanza, ed è gratuita. Tale forza può rappresentare un alleato fantastico in operazioni manifatturiere.
Dove e come si potrebbe utilizzare tale forza nello Stato Futuro? Il tipico esempio, è per trasportare gratuitamente materiali e semilavorati da una stazione di processo alla successiva, mediante scivoli, in modalità a flusso...... ci sono, o si possono creare dei dislivelli opportuni allo scopo?
Brainstorming creativo: come si imposterà il sistema di controllo della produzione a monte? Per mezzo di: puro PULL a FLUSSO - con il metodo KANBAN (--> approfondisci) - per mezzo di SUPERMARKET DI WIP DI PROCESSO - o ancora per mezzo del vecchio MRP?
Ovviamente bisogna dare una risposta. Il target (e la sfida) è di instaurare puro PULL a FLUSSO lungo tutto il futuro Corso di Valore. E' possibile?
Studiare attentamente il LINE BALANCING (Bilanciamento di Linea) dello Stato Futuro. Il LINE BALANCING serve a distribuire uniformemente pacchetti di lavoro per i prodotti in argomento a ciascuna Stazione di Processo, e lungo l'intero arco produttivo, allo scopo di marciare a ritmo pari al TEMPO di TAKT.
Ancora una volta, non ci sono regole fisse valide per tutti i casi e le situazioni manifatturiere. Linee guida:
- I tempi-ciclo futuri (proposti) di ogni stazione di processo devono essere studiati attentamente
- Per "bilanciarli", è ben possibile che si debba eliminare dei micro-sprechi inerenti nel tempo-ciclo presente, al fine di ridurlo e di convertirlo il più possibile in puro tempo-a-valore-aggiunto
- Potrebbe essere necessario rallentare delle macchine (per prevenire sovra-produzione)
- Potrebbe essere necessario accelerare altre macchine, per mezzo di tecniche TPM (--> approfondisci) od altri metodi drastici (per eliminare la sotto-capacità)
- Ad evitare che alcuni operatori siano sovraccarichi ed altri molto meno, è possibile che si debba ricorrere a metodi di bilanciamento del lavoro
- E per ottenere un livello abbastanza uniforme di "performance" (soprattutto produttività) della manodopera, è ben possibile che il lavoro debba essere standardizzato
- Il numero di operatori richiesto alle varie Stazioni di Processo e tra di esse deve essere stimato molto realisticamente: nello Stato Futuro il lavoro "globale" deve esser bilanciato (e sincronizzato)
NOTA: non è ancora il momento di passare allo studio del Flusso delle Informazioni nello Stato Futuro (che verrà in seguito) - per il momento bisogna solo considerare il Flusso dei Materiali.
Sbozzare, per tentativi successivi e sperimentali (qui serve brainstorming e dibattito continuo) la mappa dello Stato Futuro. Indicare e mappare:
- Stazioni di Processo o Linee che rimarranno inalterate
- Stazioni di Processo contigue che verranno riorganizzate stile Cella
- Stazioni di Processo contigue che verranno "riunite" fisicamente o comunque ravvicinate considerevolmente
- Stazioni di Processo che verranno eliminate (ad esempio, postazioni di CQ) non debbono essere disegnate.
Indicare, in corrispondenza di ogni "futura" Stazione di Processo, la/e disciplina/e snella/e ( o tecnica snella) che dovrà essere applicata per ottenere il miglioramento voluto. Tali discipline possono includere: la TPM - il Riattrezzaggio Rapido - le Celle o le Celle RT - ecc. Allo scopo, usare l'icona "nuvola" (suggerita dai guru VSM) od una propria.
Posizionare vicino ad ogni futura Stazione di Processo la rispettiva Tabella Dati ed inserire i dati significativi (Tempo Ciclo - Tempo netto produttivo - Tempo di set-up - OEE - ecc.) estrapolati/proposti dai Team VSM.
Brainstorming: come impostare il LIVELLAMENTO DI PRODUZIONE per lo Stato Futuro. Il Livellamento di Produzione serve a distribuire uniformemente alle varie Stazioni di Processo il carico di lavoro necessario a far fronte alla domanda in modo tale che tutte ce la facciano, nessuna sia in ritardo (perché sovraccarica) e nessuna sia sotto-utilizzata. I metodi a disposizione sono: Flusso Continuo (l'ideale) - Kanban - Paced Withdrawal (Kanban con quantità base ridotta al PITCH) - sistema Heijunka Box.
dopodiché, la parte relativa al Flusso dei Materiali nella Mappa dello Stato Futuro dovrebbe essere sbozzata, ad esempio come segue:
Notare:
- Le discipline snelle che i Team VSM hanno deciso di adottare per permettere alle future Stazioni di Processo di funzionare in modalità flusso e pull
- La possibilità prevista di introdurre dei "supermarket" (di stock di polmone e/o di stock di emergenza) tra Stazioni di Processo. La quale potrebbe essere una misura solo temporanea, necessaria fino alla "stabilizzazione" dello Stato Futuro.
- La Linea dei Tempi futura, che mostra miglioramenti drastici sia nei tempi-ciclo che nell'intero Tempo di Attraversamento
E' ora il momento di passare a documentare il futuro, previsto Flusso delle Informazioni: da/a Cliente/Fornitore a/da Unità Centrale di Elaborazione - da/a Programmazione/Controllo Produzione a/da Stazioni di Processo (eventualmente tramite Supervisione Produzione).
Notare che in un sistema molto più snello e di tipo pull come quello in esempio, il Flusso di Informazioni tra Programmazione/Controllo Produzione e Stazioni di Processo diventa molto, molto più semplice: le informazioni su ordini da produrre sono trasmesse alla Stazione di Processo più a valle (la cella 4/5/6 nell'esempio) e simultaneamente alle altre. L'intero sistema poi si mette in moto in modalità pull (tirata dalla stazione più a valle) ed il flusso si avvia.
Da notare inoltre che in un buon esercizio VSM anche la tradizionale Unità Centrale di Elaborazione nonché la Unità di Programmazione/Controllo Produzione possono essere ri-ingegnerizzate ex novo: sia per servire meglio il futuro sistema - sia per eliminare quanti più sprechi possibile (di ore-uomo - di carta - di metodo - di burocrazia - ecc.), insiti nello stato presente.
Per semplicità, il Flusso delle Informazioni dello Stato Futuro non è stato riportato nell'esempio di cui sopra.
Verificare e validare la mappa dello Stato Futuro - ritoccare ove necessario - inserire la versione definitiva nello storyboard.
Per ogni Indice Metrico relativo allo Stato Presente, definire, calcolare e verificare il corrispondente Indice previsto per lo Stato Futuro. Inserire nello storyboard. Effettuare i confronti e calcolare le % di miglioramento.
G] IMPOSTARE PIANI DI MIGLIORAMENTO SNELLI STILE KAIZEN
Adesso comincia finalmente il miglioramento.
E' ora di produrre Progetti di Miglioramento di tipo Kaizen, che diano vita al nuovo sistema proposto nella Mappa dello Stato Futuro.
E' qui che il VSM produce i risultati più di valore: i Team VSM posseggono tutti i dati necessari - il sistema presente e quello futuro non sono più un mistero - la "direzione" (snella) è chiara - il target è attraente e denso di sfide allo stesso tempo.
Mancano solo due cose:
- una lista completa di quel che bisogna fare per arrivare allo stato futuro
- e la sequenza (cosa viene primo, e secondo, e terzo....)
La lista completa di quel che c'è da fare è abbastanza facile da produrre. Tutto il pensare fatto in precedenza ha fatto sicuramente effetto. Tutto è stato ormai dibattuto: faccende tecniche (dalla formazione ancora da elargire, a layout da cambiare, ecc.) - faccende organizzative - faccende fisiche (vincoli fisici da rispettare o superare, opportunità da sfruttare, macchine da muovere altrove, ecc.). Manca solo di fare un elenco.
Un pò più complesso è assegnare le giuste priorità alle attività di miglioramento e stabilire delle sequenze logiche, come pure stimare le loro durate temporali ed i relativi parametri di costo.
Invece il "chi-sarà-responsabile-di-cosa" non è molto difficile da stabilire: ormai i membri dei Team si conoscono bene ed hanno valutato le rispettive abilità e competenze.
Sicuramente c'è ancora da pensare, ma infine il Programma Mastro del Progetto Snello (Lean Master Plan) salta fuori.
A cosa assomiglia? A qualcosa del genere:
Questo è un capolavoro! Tutto quello che s'ha da fare, quando, quanto a lungo, con quale sequenza, gestito da chi, stimato nei costi, ecc. E' tutto lì!
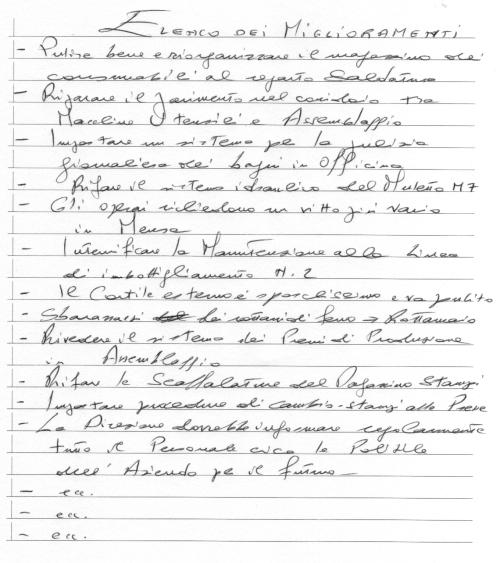
Questo è un vero Piano di progetti stile-Kaizen. Che differenza tra questo e la lista dei miglioramenti "tradizionale" - magari prodotta per mezzo di una schema tipo "casella dei suggerimenti"... una lista senza significato ed a 360° di cose da migliorare.....
Eccola qua - vi ricorda qualcosa?
E' la lista che non porta da nessuna parte (non c'è una direzione, non ci sono priorità, non c'è sequenza, non c'è niente....). Non meravigliamoci quindi che molte iniziative tradizionali tipo Kaizen siano fallite miseramente.....
Il Programma Mastro del Progetto Snello è un vero Programma Kaizen e funziona a meraviglia!
Esso è una tabella organizzata e sistematica di progetti da intraprendere in maniera metodica verso la migliore delle direzioni: quella snella.
Una volta ricontrollato ed approvato, anche tale Programma viene affisso a parete, vicino allo storyboard.
Ma il lavoro non è ancora finito per il Team VSM primario (quello condotto dal LPM): anche se il piano per il futuro è pronto, per poter diventare operativo deve anche piacere alla Direzione! Non è forse così?
Ma questo passo è facile: abbiamo pronto il confronto tra i vecchi Indici Metrici (quelli relativi allo Stato Presente) ed i nuovi (quelli relativi allo Stato Futuro). I benefici che ne conseguirebbero (se lo Stato Futuro fosse attuato) si possono quantificare.
Per alcuni si tratta solo di fare dei semplici calcoli: è facile stimare il risparmio conseguente ad una diminuzione della difettosità di prodotto dell'x% od a quello conseguente ad un miglioramento dell'indice OEE dello y%. Quello che magari non è del tutto elementare è il calcolo del beneficio conseguente ad una riduzione del Tempo totale di Attraversamento dello z%: perché tale beneficio è la somma di risparmi di ordine tecnico (abbastanza facili da quantificare) e di vantaggi economici derivanti da accresciuta potenza di marketing (effetto leva derivante dal poter offrire a clienti esistenti e potenziali dei tempi di consegna molto ridotti....). Ma dei bravi contabili (snelli!) possono quantificare qualunque cosa.....
Quindi, in qualche modo, i benefici si possono quantificare. I costi totali di attuazione del Programma Mastro sono stati stimati (sono stati stimati per ogni singolo progetto di tale Programma): per la formazione - per nuove attrezzature od accessori, dime, ecc. - per cambiamenti al layout e spostamenti di macchine, linee, ecc. - per nuovi servizi, per la logistica - ecc.).
Quindi: la Direzione Generale adesso ha in mano il totale dei costi ed il totale dei benefici. Qual'è il ROI (Return On Investment) che ne risulta?
Se è abbastanza appetibile su un arco di tempo ragionevole (e talvolta il ROI "snello" può arrivare a cifre da capogiro), è ben probabile che la Direzione dia la sua illuminata benedizione.....
H] IMPLEMENTARE I PIANI DI MIGLIORAMENTO
La pianificazione è il segreto di ogni progetto di successo. Se i Team VSM hanno lavorato bene, l'implementazione del Programma Mastro dovrebbe scorrere bene.
Si incontreranno sicuramente degli intoppi o degli imprevisti. E' pure possibile che la Mappa dello Stato Futuro si debba ritoccare. Ma non dovrebbero comunque esserci grossi problemi....
Domanda: su quale arco di tempo si dovrebbe implementare un Programma Mastro?
Non c'è risposta precisa: per situazioni semplici (come nella PMI con pochi e semplici corsi di valore) si può fare anche in pochi mesi. Per situazioni più complesse, non è improbabile che tale arco di tempo sia dell'ordine di 1,5 - 2 - 3 ed anche 5 anni.
MA, ricordarsi sempre il vecchio adagio: un Progetto Snello non finisce mai!. Il traguardo è un traguardo che si muove! Non c'è dirittura d'arrivo nel cammino snello.....
Anche quando si fossero raggiunti dei corsi di valore perfettamente snelli (utopia!), il fanatismo snello non si fermerebbe certo, anzi si allargherebbe a macchia d'olio. In quali direzioni?
Per esempio, ad investigare Processi di Supporto: la R&S, l'Ufficio Tecnico, l'Officina Manutenzione, il Reparto Stampi, l'area Servizi (energia elettrica, aria compressa, vapore....), gli Acquisti, e la Contabilità e la Contabilità Industriale (mai sentita nominare la Contabilità Snella o Lean Accounting?).
Quanto spreco si può trovare in tali aree?
Il Lean Thinking (il Pensiero Snello) (--> approfondisci) va molto al di là dei confini della Produzione, ed attacca l'Azienda intera, dalla Direzione Generale in giù. E lo fa proprio utilizzando strumenti tipo il Value Stream Mapping (ad altri).
I] CONTROLLARE I RISULTATI
La funzione di Controllo, gestita e co-ordinata dal LPM, si articola durante tutta la fase implementativa: ad identificare discrepanze e delta rispetto a quanto pianificato nel Programma Mastro - a prendere iniziative tese a rettificarle - ed in generale ad assicurare la concordanza dei tempi, dei costi e della bontà dei risultati.
La Direzione viene tenuta aggiornata regolarmente. E' importante che si notifichi alla Direzione il raggiungimento di ogni pietra miliare.
COMMENTI FINALI
Il Value Stream Mapping è generalmente un esercizio piuttosto duro e che richiede sforzi notevoli.
Tuttavia, a tutt'oggi, esso è il miglior strumento mai inventato per integrare e co-ordinare iniziative in direzione snella.
Scorciatoie valide non ce ne sono molte. Tuttavia, in casi abbastanza semplici, ci sono strumenti del Lean Thinking (--> approfondisci) che possono essere utilizzati con efficacia, ad esempio il Diagramma a Spaghetti (uno strumento di grande potenza) ed altri.
Oltre che in area manifatturiera, il VSM può essere usato per snellire ogni tipo di operazioni industriali e commerciali: dalle Costruzioni e Cantieristica all'Import/Export, da quelle Ospedaliere a quelle Turistiche e di Vendita al dettaglio...
https://www.scodanibbio.com Questo Sito Web non utilizza Cookies. Per cui la vostra Privacy è pienamente garantita. Per usufruire appieno di tutte le caratteristiche del sito, attivare il JavaScript e consentire i pop-up